|
�N����
|
|
�g�s�b�N�X |
�摜 |
�v��Ǝ��� |
| 2020.9.3 |
�A���� |
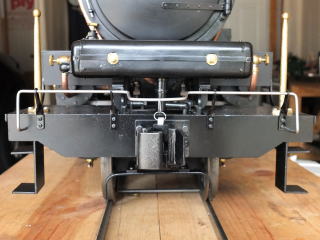
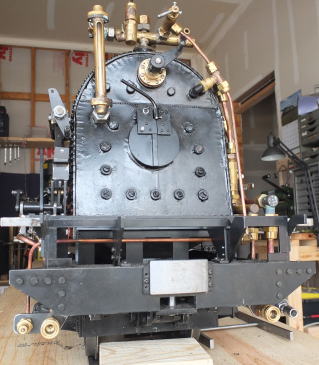
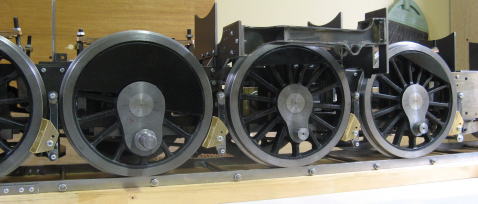
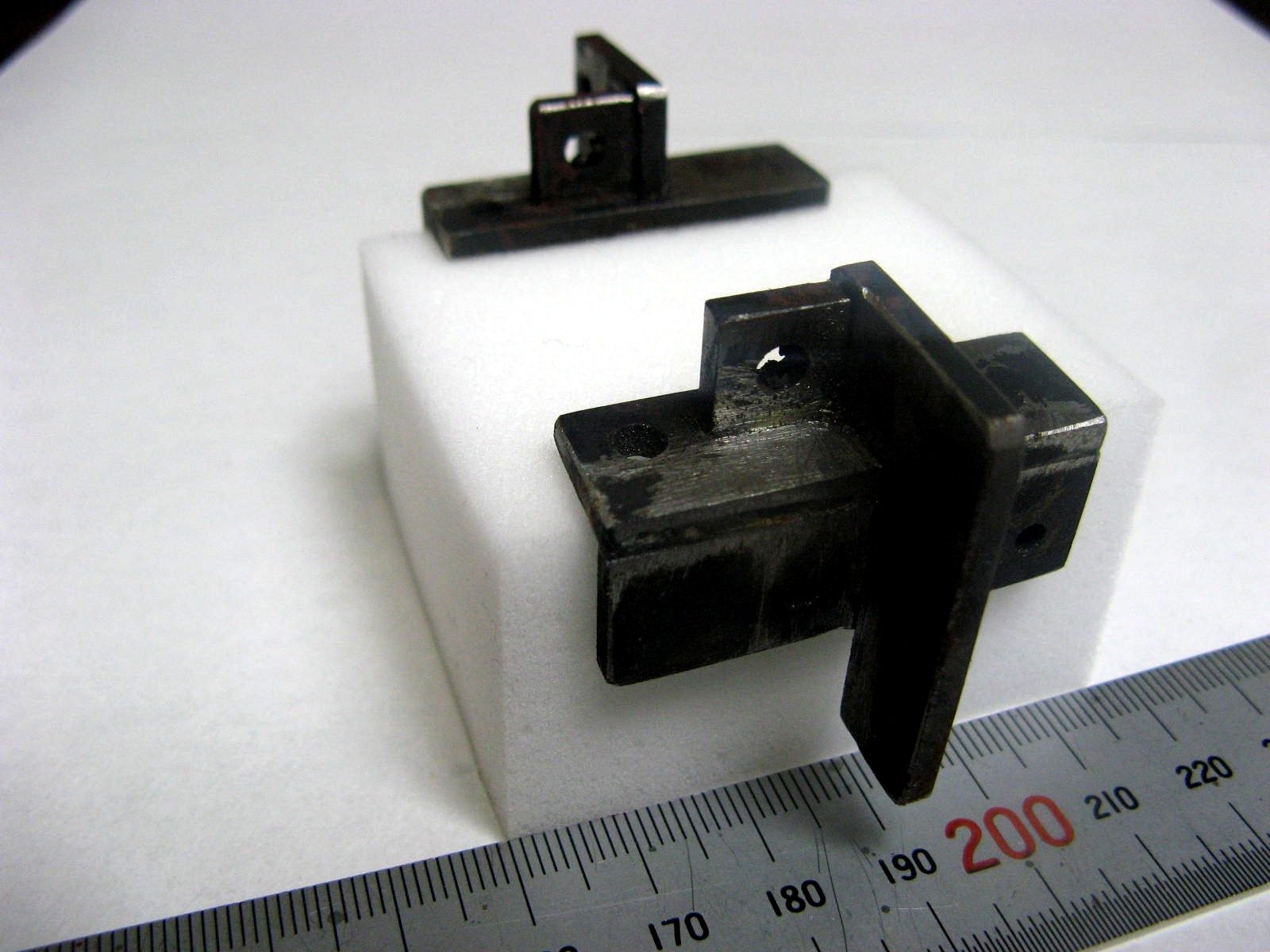
�@�Ō�Ɏc���Ă��܂����啨�A�����A����B�`���G�Ŏ苭���B�������̕��i�ɕ����Đ��삵��E�t���B�m�荇������Z�ʂ��Ă�������A����(�E�[�ʐ^�j���ƂĂ��Q�l�ɁB
   |
  |
5,988 |
| 2020.5.7 |
���֎q
�i�^�]�p�j |
�@�t���[�}�[�P�b�g�Ŏ�ɓ��ꂽ���̔�i�v�H�j
�@�̑�Ɏg��Ȃ��Ȃ����N�b�V�������悹�Ċv����B
�@�͂��߂Ă̊v�H�A�y���߂܂����B |
 �@ �@  |
5,838 |
| 2020.4.12 |
�h��
�i�����j |
�@�R���i�E�B���X�̉e���ŊO�o�֎~�߂��o�钆�A�Ђ�����Ƃ��Ă��ēh���O���B
�@�h�������Ă��Ȃ��{�̏������A�{�C���[�������đS�ĕ����B���i���Ƃɓh�����čđg���āi���\��ρj
�@�^�J���i�A���p�C�v�A�S�_�i�p�C�v�j�́A�h���������̂܂܂̐F�Ŏc���Ă݂܂����B�i������Prewar Lionel O�Q�[�W�͌^�̉e�����j
�@�@  Lionel 262E Lionel 262E |
 |
5.824 |
| 2020.2.26 |
�����p��
�i�_�~�[�j |
�@��4�S�_�i���{�ōw���j��܂�Ȃ����H�B�����Ď��s��������肭�ł����Ǝ��掩�^�B
|
 |
5,729 |
| 2020.1.19 |
�����E���C�z��
�i�_�~�[�j |
�@���{�ōw�����Ă������p�C�v��8�ƃ�5�Ŕz�ǁB�Ƃߍ����ƃT�|�[�g�̃l�W�~�߂����Ŏ�t���Ă���̂Œ��E�\�B
�@�p�C�v�͓h�������ɓ��̐F�����̂܂c������ǂ����Ǝv�Ē��B |
 |
5,714 |
| 2019.9.22 |
��q |
�@�\���͊ȒP�B�ł�5�C���`�̑傫���ɂȂ�ƒ�q�̉��it2.3�j���o���̂����
�@�A�����J�ɒ��݂��Ă���ԂɂƁA���̉Ă͓S���{�ݏ���ƓS���͌^�W�߁iG, O, HO�j�ɑ����̎��Ԃ������AD50���͑啝�ɃX���[�_�E���B
�@
�@�S���{�������W�͌^�͕ʃy�[�W�ŏЉ
|
 |
5,668 |
| 2019.5.6 |
�������ߊ�
|
�@�t���ւ���ꂽ��ʌ^�i���^�j�ł͂Ȃ��A�������f���̎l�p�^�i�ٓ����j�B
�@���̌`�����̂ɂ��낢��ƍH�v�i���ɒ��̍\���j
�@ �@���ߊ퉺�� �@���ߊ퉺��
�@�������ߊ�������đ啨�̕��i����͏I���B���̂��Ƃ́A�p�C�s���O�𒆐S�Ƀf�B�e�B�[�������t���Ă����\��B
|
�@
�t�����g�|�[���i�^�J���j����t�� 8/12 |
5,605
|
| 2019.3.3 |
�����|���v
|
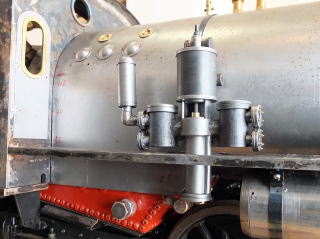
�@��ʌ^�i�E�F�A�^�j�ł͂Ȃ��A�������f���d���ċ����i�{�Ȏ��j���̗p�ƌ��߂����̂́A�`���悭�����炸�i���ڂ̎ʐ^�ƍ\���}�����j�A���Ȃ�̕����A�n���̎Y���B�{���Ƃ͈Ⴄ�Ǝv���܂��B
�@���N�̓~�͊��������������i�Œ�C��-24���j�A3���ɓ����Ă��X�_���B
�@�������C���Ŗ͌^���i�K���[�W�j���������������X�B
�@
|
�@  |
5,540
|
| 2018.10.11 |
�R���v���b�T�[
|
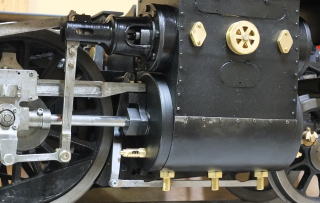
�@�`����̂��̂Ȃ���A���G�Ȍ`���3�P�����������Ă��܂��B
�@�Œ�͑O��̃����j���O�{�[�h����T�|�[�g�B
�@�{���ɂ͂Ȃ��n���h�u���[�L�̘A���_���R���v���b�T�[�ɓ�����̂ŁA�R���v���b�T�[�̗��ʂ�茇���Ċ�������B
�@  �@ 
�@�@ �@�R���v���b�T�[�ݒu�ꏊ�@�@�@�@�@�@�@�R���v���b�T�[�̗���
|
�@  |
5,466
|
| 2018.6.23 |
�T���h�h�[��
|
�@�R�[�i�[���̊ۂ݂����̂Ɏl�ꔪ��B���s����i3�x��蒼���j�̖��A�ۂ����݂�t������i�ۖ_�[�j�̏�ŃR�[�i�[���̔�ł��o���B12�P���ɕ��������p�[�c����E�Ōq�����킹�����ƁA���X�������i�O���C���_�[���j���ďo���オ��B����44���ԁB
�@  �@  �ẴK���[�W�͏����I��N�ɔ����Ă������X�|�b�g�N�[��������
�ẴK���[�W�͏����I��N�ɔ����Ă������X�|�b�g�N�[��������
���{�ɂ͂Ȃ����^�ȃ|�[�^�u���B���\���́B
|
 �@ �@ |
5,351
|
2018.4.15
|
�^�]������
�J������
|
�@�悤�₭�^�]���������B��蓹������A������n�߂Ă���9�P���̒��������B
�@�^�]���̃{�C���[����̂��߁A�����͒��ˏグ���B�\���ɔY���Ԃ������͗Ǎs�B�i�b�g2�Ŏ��O���\�B��낤�t�����t�����c���قǂقǂɔ[�܂�A�܂��܂��̏o���B
�@�w�ʂ̕ǂ��^�]����̎ז��ɂȂ�̂Ńl�W�Ŏ��O���\�B
�@���ƃi���o�[�v���[�g�͍Ō�Ɏ�t�\��B
�@�@�@ 
|
 �@ �@ �@�@�@ �@�@�@ |
5,297
|
| 2018.1.10 |
�D�J�i�_�~�[�j
|
�@�`�����̋D�J�B�X�P�[���ʂ�ɍ������ؚ��Ȃ��Ɓi�ŏ�����6�j�B����������|���ċȂ��Ă��܂����ƕK���H
�@�@ 
|
 �@ �@ |
5,217
|
| 2017.12.22 |
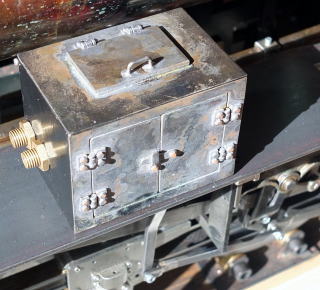
�{�C���[�J�o�[
|
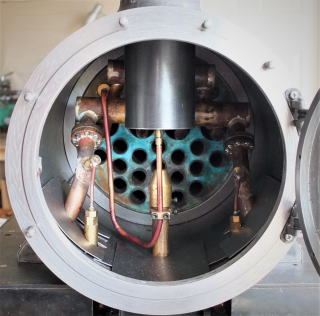
�@�{�C���[�Ύ���̃J�o�[�������B�^�]���ɂ͓�������M2�l�W�Ŏ�t�B�{�C���[���T�̐��ƃJ�o�[������Ɏ�t�B
�@���{���璲�B���Ă����ē��ꃊ�{���|�it0.5�~6�j�̂Ɋ����āA�{�f�B�����܂����O�ςɁB
�@�@
|
�@  |
5,202
|
| 2017.10.9 |
�^�]��
|
�@�\�z�ȏ�Ɏ�ԉɂ����������^�]�����悤�₭�`�ɁB�O�ʂ�t3�g�p�i���Ƃ̐ڑ����l��M2�l�W��������j�B���ʂ�t2�B�����ċȂ����Ȃ��̂ŁA���̊ۂ݂̓�44(t2)�̃p�C�v��60���ɏc����i�ؒf�j���Ď�t�i���E�t�j�B���Ə�肭�����܂����B���g��h�A�i�J���܂���j�̑���������Ȃ�ɁB�����͂��ꂩ��B
�@ �@ 
|
 �@ �@ |
5,157
|
| 2017.5.25 |
�{�C���[�J�o�[
���C�h�[��
|
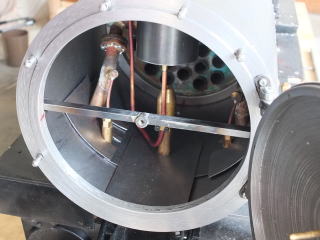
�@�{�C���[��S�ŕ�����ƁB�S�̂������3�������A�����1�ԑO���̋�188�o�̕����B��1�̔��~�Âۂ߂č��E���瑕���B��͏d�˂Ĕw�����̃t���b�g�o�[�Ƀl�W�~�߁iM2�j�A�����͕Е��Ɏ~�i�t���g�o�[�j��t���Ă���Ȃ��悤�ɂ��ē��i�߁B
�@���C�h�[���͏㕔�͉~��(��110�~35)����؍�B�����͂��P���ۂ߂Đ����ł��o���ōL����B
�@�@�@�@  �@
|
�@
�R�Ŕ����Ă���͉̂��~�߂ŁA�ē��ꃊ�{���|�ōi�߂�\��
�i�A�����J�ł͎�ɓ��炸�A�ꎞ�A�����ɒ��B���Ă������j |
5,006
|
| 2017.4.11 |
��������
|
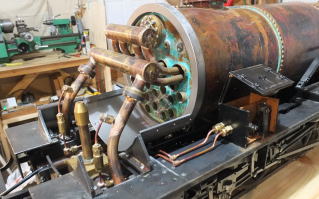
�@�����z�ǁA�ʕ��z�ǂ��I���āA�V�����_�㕔�̌���ōǂ��A���˂ɓ����i�o������j�����Ċ����B
|
 �@ �@ |
4,970
|
| 2017.3.26 |
�ʕ��z��
|
�@�������C���z���i�ǁj�E�ʕ��ق���z�ǂ��A�{�C���[�̍T�ǂ̒���ʂ��đO�������ցB�ӂS���ǂŔz�ǂ��A�V�����_����̏��C�ˏo�ǂɔ��킹�ĉ��ˏ㕔�֔r�o�B
�@�{�C���[�����グ���ɁA�O�����爳������Ẵh���t�g���ł���悤�A�O�����������i�^�]�����������̃J�v���[�j��݂��A�ʕ��ى����Œʕ��ǂɍ�������悤�z�ǁB
�@
|
�@ �@ �@
�ʕ��ǁ@�F���C���z���E�ʕ��فi�{�C���[�㕔�j�A�T��(�����j��ʂ��đO���ցB
�O������F�����J�v���[�Ŏ����A�{�C���[�������A�E��������Ēʕ��ǂɍ����B
|
4,951
|
| 2017.3.13 |
�����z��
|
�@�����|���v�i�ʐ^�E�j���獶�E�V�����_�̎���C�ǂ܂ł�z�ǁi�O�a�Rmm���ǁj�B���̉�����ʂ��A����C�ǂ֓���O�ɋt�~�ق�ݒu�B
|
�@ |
4,938
|
| 2017.2.25 |
����
����
|
�@�@�֎Ԃ̊炪�悤�₭�`�ɁB�{�C���[�̐�[�Ƀ����O�i�~�Ղ���؍�j��Ƃ߂ă{�C���[�Ɛڑ��B���P�̔����ۂ߂č쐬�B2�������ɂ��āA���C�ǂ����̂܂܂ɉ��������O����\����
�@���˂͏㕔�i�ۖ_������Չ��H�j�{�������i����~�����H�j�{�����i���~���Ɋۂ߂ăn���}�[�őł��o���j�̂R�\���B
�@���߂Ă̖{�i�I�ł��o�����ɒ���B�ŏ��A�������Ɖ������~������ł��o�����Ƃ��Ď��s�B�����𒆉����Ƃ͕ʂɉ~���ɂ��Ă���ł��o���Đ����B�����̏o���B
 �@ 
�@ �@ �E���ł��o���O�̉~��
|
 |
4,928
|
| 2017.1.2 |
������
|
�@�A�����J���C��12���ɂȂ��Ă悤�₭�͌^��肪�{�i���B
�@�A�����J���̉����O�[���B��215�i���������j�ƃ�180�i�����ˁj�̉~������Ղō��o���B
�@�C���f�B�A�i�B��12���͋L�^�I�Ȋ��g�������B�����Ŋm�F��������}�C�i�X18���B�D�y�Ő��܂��������ł����̋C���͌o�������L�����Ȃ��B��Ə�ɂ�1500W�̓d�C�����@��ݒu�������̂́A�L���K���[�W�ł͏Ă��ɐ��B�Ƃɂ������������Ȃ���̍�ƁB
|
  |
4,842
|
| 2016.10.06 |
�A�����J����
|
�@�A�����J�ł͖�P�P�����z�e���ʼn߂����A���̊ԂɉƒT���B�R�䕪�̃K���[�W�i�����ԁ{�Ɠ��ԁ{�H�쎺�j������Ƃ�T���A8/26�ɓ����B9/15�Ɠ����C�B9/24���z�ו��i�D�ցj�����B
�@�͌^�@�֎Ԃւ̒��ړI�ȃ_���[�W�͂Ȃ����������A�Y���Ԃ̎~�߂˂�����ꗎ���Ă�����A�l�W�̊ɂ݂�S�̓I�Șc���S�z�B
�@�A�����J�̃K���[�W�͎Ԃ��f�J�C���ɂ͋����A�R�K���[�W�ł��H�쎺�͂���قǗ]�T�Ȃ��B
�@�@�@�@
�@�@�@�@�@�@ �A�����J�ł̏Z�܂��@Fishers, Indiana (Near Indianapolis)
|
 �@ �@
�K���[�W���H�쎺�B�����������A�g������͂��܂ЂƂB��ƃf�X�N�͉^�Ȃ������̂ŁA�S��2x4�Ŏ���B�K�X�E�R���v���b�T�[�E�L���r�l�b�g�����n�w���B |
4,769
|
| 2016.7.31 |
�A�����J
���C
�ו��o��
|
�@�A�����J���C��2����ɍT���Ĉ��z���̉ו��o���B2�����ɓ����\��
���z���ו�
�@�{�@�{�Y���ԁi�����P�[�X�j
�@�H��@�B�F���ՁE�t���C�X�Ձi��p��j�E�W�O�]�[�E�n���h�h�����i2)�E�O���C���_(2)�E�x���f�B���O�@
�@�H��ވꎮ�E�K�X�o�[�i�[�E�f�ޗށE�l�W�ށE��E
�u����������
�@��Ƒ�(�S��)�E�I(�S��)�E�R���v���b�T�[�E�����ؒf�@�E�K�X�{���x�E���_
�@���̑��FC58���H�EN�Q�[�W�ꎮ�i�͌^�E�R���g���[���E���H�j
|
�@ �@ �@ �@
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�o����̍�Ə��� |
4,769
|
| 2016.6.12 |
�����P�[�X
|
�@�{�Г]�����̊ԁA�ˑR�̃A�����J�]�̓��X������B�����̐l���v�ŃA�����J���C�͑z��O�B
�@�}篁A�H�앨�̉^�������ɓ���B�܂��͖͌^�����p�̃P�[�X���B�A���O���it3�~30�j���{���g�iM8)�őg�ݍ��킹�Đ���B���H��U�{���g�ŌŒ�B
�@�����ɐ����i�߂����ƁA�{�̂�����P�[�X�ɓ���悤�Ƃ��ăo�����X������A���ォ���1m���̃R���N���[�g�n�ʂɃP�[�X���ƑO�����痎�Ƃ��B�����l�����I��邩�Ǝv���قǂ̋��|�I�@����őO�������̔j�������ōς�ł��ꂽ�͕̂s�K���̍K���B�{��g��V�����_���̑��s���u�ɑ����Ȃ��A�{�C���[�������Ȃ̂͊�ՓI�B�O���������o���p�[�̖������ʂ����Ă��ꂽ�B
 �@�O��g������ �@�O��g������ |

�i�j�������O�����͈�U�o�����A�Ȃ�����C�����čēh���E�g���B
1�T�ԂقǂŏC�������j |
4,743
|
| 2016.5.14 |
�Y����
/�h��
|
�@�Y���Ԃ�h�����Ăقڊ����i�����A���@���܂��j�B�H�������悻1�N�B����321���ԁ{�v���ԁB
�@���i�i�j���傫���_������������̂ŁA���₷��Ŗ����ēh���B
���ʐ^�j���g�́u�Ԃ��сv�F�ɁB���͗��\�Ƃ������̍��F�i�����A�T�q�y���j
�E�ʐ^�j�����^���N���B�ォ��@�I�[�o�[�t���[�ǁ@�A�����|���v�����ǁ@�B�蓮�|���v�����ǁ@�C�����|���v�߂�ǁ@�D�r�����i��O���p�j
�@ �@ �@ �@
�@
|
�@
�@���̋���������o���Ă�̂��蓮�����|���v�̎��@�A�^�����牡�ɏo�Ă���̂��蓮�u���[�L�p�n���h���@�B�O���ɂ��鉡�_�����|�� |
4,724
|
|
2016.4.24
|
�Y����/�O��
|
�@4���ɖ{��(����)�Ɉٓ��B�N�Ð��c����2�N�Ԃ̋Ζ��B�K���A�{�Ђ͖؍X�Â̎����ʋΉ\�ŁA�A�N�A���C���̍����o�X���g����1���Ԕ��B���z���̂Ȃ��]�Ȃ̂œ��ɖ��͂Ȃ��B
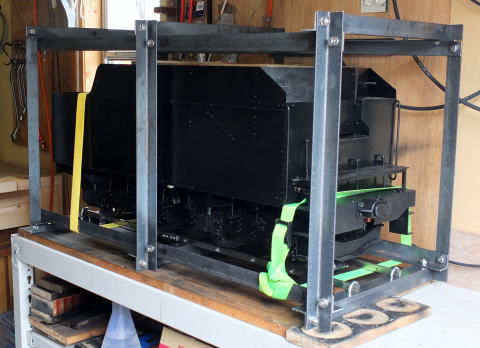
�@���N�ɓ����ĒY���Ԃ̊O��B��S�P���������Ă����悻�����B���g�̊O����t1�̔�M2�l�W�i��Ƀ��x�b�g���j�ŗ��߂Ă��������B�M�ό`������邽�߂ɋ�E�t���͂Ȃ��B���x�b�g�͎��Ɛ����x�b�g�ŋ@�œ�������ł��o���B
�@�@�@�@ �@�@�@�@ �@�@�@�@
�@�@�@�@�@�@�@�@���x�b�g�ŋ@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�Y���ԏ㕔�ƑO�����̕��i
|
 |
4,693
|
| 2015.12.21 |
�Z�p���[�^
|
�@�{�C���[���C���̏��C������B�ʏ�A�Z�p���^�[�i�C��������j���t���Ă�����̂Ȃ̂ŁA���ʂ̂قǂ͕�����Ȃ����A�ꉞ�������Ă݂��B
�@ ���C�����Z���^�[���炸��Ă��܂��Ă���̂ŁA�Z�p���[�^���ΐS�������̂ɂȂ�������ǂ����h�B
�@�@�@�@�@�@�@�@�@
|
 �@ �@ |
4,549
|
|
2015.11.19
|
�{�̃u���[�L�n���h��
|
�@�{�̂̃u���[�L�́A���s�����p�̒Y���ԃu���[�L�ɑ��A��Ԏ��̓]����h�~�p�B�ԂŌ����p�[�L���O�u���[�L�B
�@�u���[�L���̂��̂������������ƁA����n���h���Ƃ��̗͂̓`�B�o�H���ǂ����悤���Ɛ��N�Y���ɁA�ǂ��ɂ������B�o�l���g���āA�͂̓`�B�ƗV�т����B

�u���[�L�n���h���ƃo�l���V���b�N�A�u�\�[�o(�E�j |
�@ �@ �@ |
4,498 |
| 2015.9.16 |
�Y����
/���g |
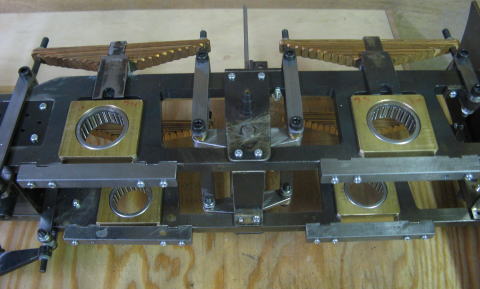
�@�Y���Ԃ̍��g�B9x9�C6��9����̂Ƃ����o�[��M3�l�W�ŌŒ�B���s���̂��������x�����Ȃ��B
 �@��Ԃ�t���ď���Ă݂��B����Ȋ����ʼn^�]�H �@��Ԃ�t���ď���Ă݂��B����Ȋ����ʼn^�]�H |
 |
4,355 |
| 2015.8.30 |
�Y����
/
�u���[�L |
�@�u���[�L�����āA�Y���Ԃ̑�Ԃ������B�u���[�L�͎��ۂɐ����p�Ƃ��Ďg�p�B�Y���Ԓ���������o���蓮�n���h���Ńu���[�L��������B�n���h���ȊO�͖{���ƑS�������\���B�����AD50�̃u���[�L�\���������炸�A���s�ɏZ�ޑ��q�ɗ���Ŏʐ^���B���Ă��Ă�������B��ԓ��̍\���̂��߁A���܂Ő����Ă��炢�悤�₭�����i���q�̃V���c����ׂシ��H�ڂɁj
�@�ׂ������i�������A�ċx�݂�S�Ĕ�₵�Ċ����B

|
 |
4,313 |
| 2015.7.20 |
�Y����
/��� |
�@����J�n�����9�N�o�߁B
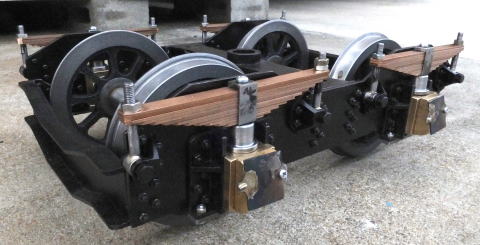
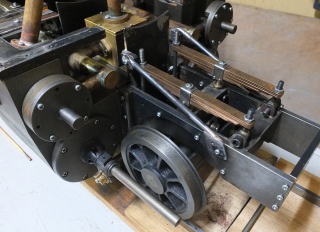
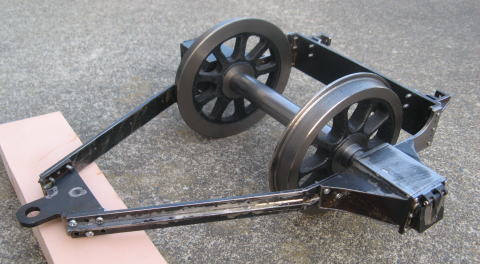
�@�Y���ԗp�̎ԗցA�����A�o�l������āA��Ԃɑg�ݍ��݁B
�@�܂��A�u���[�L���������B���ۂɐ����@�\��������̂ɂ���B�{���̍\���ɕs���_������A�m�F���Ă��琻�삷��\��B
|
 |
4,221 |
| 2015.6.7 |
�h�����_
��
���샌�o�[�E�`�B�@�\ |
�@�{���Ɠ����@�\�ŁA�^�]�����烍�b�h�ƃe�R��ʂ��ăV�����_���̃h�����_�𑀍�B
�@�K�^���Ȃ�����J�������b�゠���ē���ǍD�B
�@�h�������J���Ă�����ő��s�����ԂȂ̂ŁA�{�ԑ��s�̎��ɂ��A�{�����l�A�V�����_���̃h����������C��f���Ȃ��瑖��o���Ă���邱�Ƃł��傤�B
�@ �@ �@
�@�@�@���샌�o�[(�^�]��)�@�@�@�@�@�@�@�@�@�`�B�@�\�@�@�@�@�@
|
 |
4,160 |
| 2015.6.7 |
�h��
(������) |
�@�g�����Ȃ�̂�҂��āA���Ẳ�����̓h���B�S�ăo�����ĕ��i�P�ʂœh���i�����܂ł͏����j
�@�@�@�O�����F�_��f�X�P�[�����O�܂��͓���
�@�@�@�������F�Ȃ��@
�@�@�@�h���F�A�T�q�y�������@��
�@
�@���̌�̍đg�������Ԃ��肩�����ċ��B�����悻�P����������đg�������B
|
 |
4,160 |
| 2015.4.5 |
�Y����
/���
|
�@�{�̃z�f�B�[�����\�肪�A������Ƃ����C����ŒY���Ԃ̐���ɓ����Ă��܂��B
�@�܂��͑�Ԃ���B�������i������(�o�l�x��16���j���Ȃ���Ȃ炸�A焈Ղ��Ȃ���فX�ƍ�ƁB�g�����ʓ|�ŁA��ԂЂƂŃl�W�ƃi�b�g��192�g�g�p�B�~2��Ԃ�384�P���̃l�W���߂͂��ꂾ����3���Ԃ�����B�O�h�������̂ŁA���ꂪ�P�v�I�ȑg���āB
�@  �@  16��������i
�o�r�D�h���͒ʏ�̃X�v���[�K���i�R���v���b�T�[�ڑ��j���g�p�B 16�Â�������i
�o�r�D�h���͒ʏ�̃X�v���[�K���i�R���v���b�T�[�ڑ��j���g�p�B
�@�@�@�h���̓A�T�q�y���̐����y�C���g�BC58(45mm�Q�[�W)�̎���
�@�@�@�ϔM�����r�������āA1�ԕϐF���Ȃ��������́i���������ǍD�j�B
�@�@�@C58���������F�̗�K�A��������Ȃ��B
|
 |
4,045 |
| 2015.2.9 |
���ԘA���� |
�@�{�̂ƒY���Ԃ̘A�����i�B�ɏՊ�ɂ͖{�����l�R�C���o�l�i��2.5�~�O�a��15�~H22�j���B
 |
 �����Y���ԑ� �����Y���ԑ� |
3,970 |
| 2014.11.24 |
����C�� |
�@��63.5(��2)�̃p�C�v���g�p�B�ē����{��(t0.5�~��10mm)���g�����݂�\���B
|
�@�@�@ |
3,864 |
| 2014.9.28 |
�V�����_�J�o�[
|
�@���Ȕ���Ƃ��o�āA�Ȃ�Ƃ��`�ɂȂ����V�����_�J�o�[�Bt1�S�B
�@��C�قƃV�����_�r����(�h������)�͖{���̋@�\�����B�̂������E�C�����S�ق̓_�~�[�B
 �@ �@
��C�ف@�@�@�@�@�@�@�@�@�@�@�C�����S�� |
 �@ �@
�V�����_�J�o�[�@�@�@�@�@�@�@�@�@�@�@�@������ |
3,818 |
| 2014.9.3 |
�E�b�h�f�b�L
|
�@�ċx�݂𗘗p���āA�V�����ƂɃE�b�h�f�b�L���쐬�B
�@2�~4�őg�ݗ��Ă��ȈՍ\���̊��Ɍ��h�����ǂ��A�o���オ��̕]�����ǂ������̂ŁA�C��ǂ����Ė͌^�ɂ͊W�Ȃ����ǂ�����Ƃ����A�b�v�B
�@�{�Ƃ́A���������ŃX�����v�i�k����炵�����������̂Łj
�@�V�����_�J�o�[�̐���Ɏl�ꔪ�ꒆ�B
|
�@�@ �@ �@ |
3,799 |
| 2014.7.30 |
�����W
|
�@�{�C���[�̕t���i�Ŏ��c���Ă������̊W�B
�@C58�ł͕ЊJ���őË������W���A�M�A���g���i�w���j�A���J���̖{���u���̍\���ɁB
|
 �@�@ �@�@ |
3,763 |
| 2014.6.26 |
�Ίi�q
|
�@3�~13�̃t���b�g�o�[��M5�{���g�őg���B.
�@�{�C���[�̕�������o������ł���悤�ɁA3�����ō\���B
|
�@ �@�@ �@�@ |
3,723 |
| 2014.5.16 |
�]��
���z��
|
�@���ɓ]�B���ΐ��c���i��茧�j����N�Ð��c���i��t���j�ցB
�Ƃ肠�����A4��1���ɒP�g���C���A�����Z���T���B���ԏ�3�䕪(�Ǝԁ{�ʋΎԁ{��Ə����j�̃X�y�[�X�̂���Ƃ�K���ɒT���āA�S�[���f���E�C�[�N���Ɉ��z�����s�B
�@��Ə����͉�̂��Ĉ��z���ו��ƂƂ��ɔ����B���z���Ɠ����ɉ�́E�g���Ƃ����\���ɏo�āA��ςȖڂɑ����Ȃ����(*)�A�Ȃ�Ƃ������B�i����`�����ĉ����������X�A���肪�Ƃ��������܂����I�j
(*)�����̓���(�O���X�E�[���C�h���V�[�g�C�h�U�}�b�g�C���ǁE�V�䓙�j�������āA��́E�g�����ЂƋ�J
(*)�ב��襏����̉�̥�g�����ɂ����������ԁA��60���ԁB
�@�i��Ǝ��Ԃ̊O���j
|
�@ |
3,712 |
| 2014.1.24 |
���ް��
(�O��) |
�@t3�̔�t2�~8�̉����.
�@�Ȗ͗l�́A�G�b�`���O�ō��A���̏�ɓ\��v��B
 |
 |
3,651 |
| 2014.1.19 |
���������
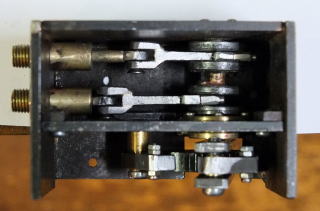
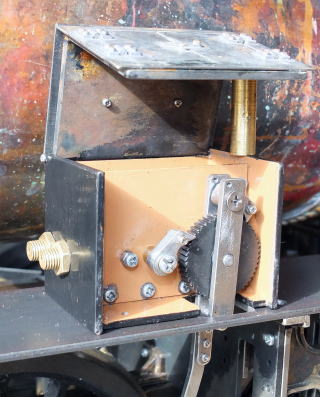
|
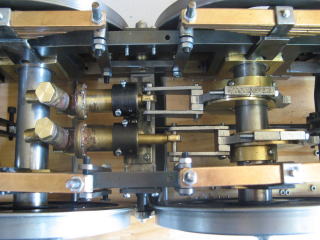
�@�V�����_�ւ̋@�B�������|���v�B�쓮�͉��������N�̎�����B
�@�N�����N�\���łQ�̃|���v���ғ����č��E�̃V�����_�ɕʁX�ɑ����B���`�F�b�g���Ԃ́A�������Ԑ����w���B�����i��29�B�ׂ������i�������̂ƁA�@�\���m�ۂ̂��߂̐v�ύX�A�f�B�e�B�[���̍Č��������āA�P��������₷�B
�@�@�@ �@�ォ��݂��} �@�ォ��݂��}
�@������A�|���v�E�s�X�g���E�R�����b�h�E�N�����N���@���������`�F�b�g
|
 �@ �@
���F�O�ς�����Ȃ�Ɂ@�@�@�@�E�F�W���I�[�v���i���`�F�b�g�\���j |
3,638 |
| 2013.11.9 |
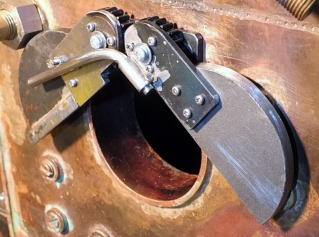
�ʕ���
�D�J��
|
�@�{�C���[���C���ɋD�J�فi�����j�ƒʕ��فi�E���j��lj�
�@�@  �@  �@
�@�@ �@�@�@�D�J���@�@�@�@�@�@ �ʕ���
|

�D�J�فi�����j�͏ォ��̃v�b�V���� |
3,535 |
| 2013.11.3 |
���g
�x���_
(����)
|
�@���̕��i�̖��̂��m��Ȃ���A���m�Ȍ`��������܂��A���悤���^���ō쐬�B
�@�@�@ 
|
 �@ �@ |
3,527 |
| 2013.9.21 |
�װ
�g��
|
�@���C���z���E�����فE�ߔM�ǁE���͌v�E���ʌv�����āA�Đ����e�X�g�B12kgf/cm2���ŘR��Ȃ��ǍD�B
�@���S�ق��������ă{�C���[����ˁB������{�C���[�ɓ���A�����ّ���ŗǍD�ȃs�X�g�����s������m�F�B
�@�@�@���{�C���[����L�^��
�@�@�@�@�@
�@�@ �@�@�@����ς̈��S�ق��@�\�ǍD
|
�@
�@�@�{�C���[�Ɉ�������Ă̑��s�e�X�g |
3,461 |
| 2013.9.2 |
�ߔM��
|
�@4�{�̑剌��(��30�~t1)��4�̉ߔM�ǂ�}��(��12�~t1)�@�^�J��
|
 |
3,438 |
| 2013.9.1 |
������
|
�@�X���C�h�ق��̗p�B�X���C�h����������s�J�s�J�ɖ����Ă������ɂ͎~�܂�Ȃ��B���p�I�ɂ͑����̘R�ꂪ�����Ă����Ȃ��Ǝv����̂ŁA�Ƃ肠�������̂܂g�p�\��B
|
 �@ �@ |
3,436 |
| 2013.8.10 |
�D��
|
�@�{�C���[�̎d�グ�O�ɁA�d�|���������D����B�v���Ԃ�̐��ʁB
�@�D���Ƃ��̊W�́A���o�l�ŕ��A��Œ��ڊJ����ȒP�ȍ\���B�^�]������̉��u����͂��Ȃ�����B
|
  |
3,399 |
|
2013.7.14
|
3�x�ڂ̐���
��-
����
|
�{�C���[�ɒ��肵�Ă����3�N�B3�x�ڂɂ��Ă悤�₭����
�@�ሳ�G�A�[�e�X�g�ŁA��E�t�����ł͂ǂ����Ă��R���}����ꂸ�A�Ō�͍����n���_���g�p���ĕ�C�B����ň�C�ɐi�����Đ����e�X�g�ցB
�@�����e�X�g�͎g�p����5kgf/cm2��z�肵��12�sf/cm2�܂Ŏ��{�����Ȃ��B
�@���ʌv�A�����ق͍����t���čŏI�m�F����\��B
|
 �@ �@ |
3,363 |
| 2013.4.15 |
3�x�ڂ̐�����-
�`����
|
�@��ԉɂ����č�����̂ŁA�R�x�ڃ{�C���[�͂X�P���������ďo���オ��i�܂��`����j�B
�@������e�X�g(���Ȃ�)�ł́A���R�ꂪ�T�̌p�ڂ𒆐S�ɖ�20�P�����x�B���Ȃ��ł͐��R��Ȃ����ڕW���������ǁA�P��ځE�Q��ڃ{�C���[�ɔ�ׂ���A�|�^�|�^�R�ꂪ20�P�����x�Ȃ̂͊i�i�̐i���B�C����蒼���āA1�P���Â�C��Ƃɂ�����܂��B
�@�R��ڃ{�C���[���ǂ�����č�������A�����H�v�������́A�{�C���[���ԈႢ�Ȃ�����������L�ڂ��܂��B
|
 |
3,294 |
| 2012.8.19 |
���װ
���s
3�x�ڂ̐����� |
�@�A�Z�`�����E�o�[�i�[���g���čă{�C���[�̕�C���撣����A����ɋ@���������P����C�z���Ȃ��B���ɍT�̌p�ڂ��_���B���̂����A���̏c�T���Ђ�Ȃ����Ă��܂��s��i�����炭�M�����̂����j�������B�Y�������A���ɍă{�C���[���f�O�B
�@��������2�x�����s����ƃV���b�N���傫���B�������������̂��A�ǂ������炢���̂��A����ƌ������������������Ȃ����ŁA3�x�ڂɂ����錳�C���Ȃ��Ȃ��o���A�����x����ԂɁB�����͌����Ă��A�ւ�����Ă��ɂ������Ȃ��̂ŁA�������A�̂��������āA3�x�ڂɃ`�������W�I
�@���M�ʂ̎_����h�~����Ƃ����A�C���t���b�N�X�Ɛ�p�^���N�i�G�o�[�^���N�j���w���B�ȑO�A�b�ɕ��������Ƃ����莎���Ă݂��Ƃ���A�m���Ɏ_���h�~�̌��ʂ͔��Q�B�������A���̋P�x�����߂��ē���ł͒����ł��Ȃ��i�ڂ�ῂށj�B�Ռ����K�l��������ƁA���x�͋�E�̗Z������������A���ǎg���Ȃ������B�Ȃ��Ȃ���肭�����Ȃ��B |
 �@ �@
�C���t���b�N�X�Ɛ�p�^���N�i�G�o�[�^���N�j�@���߂ă{�C���[���̂��琻���@�@�@ |
3,000 |
| 2012.5.6 |
���װ
(����݁j
���ʌv
|
�@�{�C���[�̃G�A�[�R��ӏ��̕�C���J��Ԃ����A���X�ƘR��ӏ����������Ĉ���ɗǂ��Ȃ�C�z�Ȃ��B�m�荇���̊��߂�����A�Ƃ��Ƃ��A�Z�`�����܂œ����B�k�o�f(�_�f)�ɔ�ׁA���̋����ƍׂ��͒i�Ⴂ�B�Ǐ��I���t���̂ŕ�C�ɂ͌����Ă���B����ʼn��Ƃ��撣�肽���B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �@ �@ |
 �@�{�C���[��C�̍��Ԃɍ�������ʌv �@�{�C���[��C�̍��Ԃɍ�������ʌv |
2,882 |
| 2012.3.10 |
���װ
(��ý�) |
�@�Q����װ�̌`���܂��͊����B
�@���ł͂ǂ�����R��Ă�̂�����Ȃ����炢���Ă����̂ŁA�G�A�e�X�g�ɐ�ւ��B
�@���������ƁA�ሳ�G�A���������ɂ��āA�Ό����������B�R��͑召������40�ӏ��B�T�i�X�e�C�j��r�X����̘R��͈ӊO�Ə��Ȃ��A�p���ڂ���̘R�ꂪ�����B�O���͒����Ă��A�Ύ������̌p���ڂ��邩�s���B
|
 |
2,810 |
| 2011.12.31 |
����-
�Ύ� |
�@�Ύ������̍쐬�B�����ł͏����̂��肾���ǁA���Ԃ͐����������Ă���B
�@�ʐ^�͉��ǁi��30�剌��4�{�{��18������17�{)��t���r���B�̐S�ȂƂ����LPG�K�X��B�{�N����܂ŁB |
 |
2,699 |
| 2011.10.12 |
����-
���� |
�@�{�C���[���̊ۂ߂ɍēx����B650mm���̓��̂�3�����ō쐬�B
�@�݂���3mm�����X�e�����X�ǂ��g���Ď�Ŋۂ߂āA�ڍ�����10mm�s�b�`�̓����x�b�g�ŗ��߂ċ�E�t���B
�@�v�����ȏ�Ɋۂ��^�������i�p���ڂł��Ȃ��炸�j�ł����B
�@ 
�@�@�@�Ȃ����H�i�p�C�v���g���Ď��Ɓj |

�O�ʔ͉��t�� |
2,583 |
| 2011.9.10 |
�װ
��C
|
�@TIG�n�ڂł̕�C�ɒ���E�E�E������A�܂����⎸�s�I
|
�@
�p�������߂��āA��C���s�̎ʐ^�͌������܂���m(_ _)m |
2,523 |
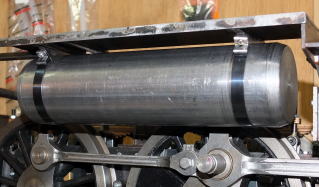
| 2011.8.20 |
����
�^���N
|
�@TIG�n�ڂ̗��K�ɁA�����^���N�i�Y���Ԃɓ��ځj��D
�@�Ƃ肠�����n�ڂ͂ł������ǁE�E�E���[��A����Ȃ�Ń{�C���[�̕�C�͑��v���H
�@���E�t���ƕ��p���āA��肠�����^���N����̐��R��͖h�~�D
�@�@�@�@
�@�C���ɂȂ�قǃw�^�����ȁu�͂��߂Ă�TIG�n�ځv
�@�@�i������Ɏ��M�����j |
 �@ �@
�蓮�����|���v�̓^���N���ɐݒu�D����������e�R�_�ŋ쓮�iC58�Ɠ����\���j |
2,489 |
| 2011.8.20 |
�蓮����
�|���v
|
�@ �n�ڂ̏����̍��ԂɎ蓮�����|���v��D
�@�s�X�g���ƃV�����_�̊������Â����ǁA�����g�p�\�ȃ��x���D |
�@ �����琅���z���āA�ォ��f�o�� �����琅���z���āA�ォ��f�o�� |
|
| 2011.7.24 |
TIG�n�� |
�@�Đ���̎��s���āA������x�A���Ⴖ��R��{�C���[�̏C�����ł��Ȃ����������@(�v�����h��Ă���j
�@�J�������Ԃ��C������ɂ͗n�ڂ��s���Ɣ��f�D�������X�e�����X�Ɠ���ڍ�����ɂ͒ʏ�̓d�C�n�ڂłȂ��ATIG�n�ڂ��K�v�Ƃ̂��ƁB
�@�n�ڂ͑S�����o���D�����������Ȃ�TIG�n�ځD���d�ƒm��Ȃ�����܂��͂���Ă݂邱�ƂɁD |
 �@ �@ 
�O�w������TIG�n�ڋ@�ƕt���i�ށi�A���S���K�X�E�Ռ��ʁj�D�O�����l�i����������̂悤
�@�i����200V/20A�@�o��10�`160A�@��3mm�܂őΉ�) |
|
| 2011.7.4 |
���װ |
�@�Đ���ɒ��킷����A�܂����܁D
�@��ٓ����ɂ��邽�߂ɁA���ǂ���ݽ���瓺�ɕύX�D
���ǂ̓�150�܂ł����K�i���Ȃ����߁A��200�̓��ǂ͔��ۂ߂Ď����B
t3�̓��Ȃ�A�Ȃ܂��Ίۂ߂���Ǝv�����Ƃ��낪�A����ȊȒP�ł͂Ȃ��A���ǁA����600mm�̔���C�Ɋۂ߂�Đڍ�����̂́A�l�͂ł͕s�\�ƌ��_�B
�i�͌^�ł��A�{���̂悤�ɁA���ǂ�3�`4�������č��K�v������Ƃ�������)
|
 �c��ł��܂��^�������ɂȂ�Ȃ����ڍ��ł��Ȃ� �c��ł��܂��^�������ɂȂ�Ȃ����ڍ��ł��Ȃ� |
|
| 2011.6.11 |
�װ
|
�@�厸�s�I
�@�����e�X�g������܂ł��Ȃ��A������ꂽ��A�����������炶�Ⴖ��R��(?_?)
�@����͂�����Ƃ₻���Ƃ̎蒼���ōςރ��x���ł͂Ȃ��E�E�
�@�Y�������A��蒼�����ƂɁiC58�ɑ����āA�������蒼�����E�E�E�j�
�@�@ |
�@���s�̌����͂͂����肵�Ȃ����̂́A����͂������l�����鎸�s�v�������P�B
�@�@�@�X�e�����X�̗̍p����߂āA�I�[�������ɁB�i���Ƃ̐ڍ�������j
�@�@�@�@�����̌��ʁA�v���͂�8kgf/cm2����6kgf/cm2�Ɍ����i��200�~3�����̌��E�j
�@�@�A�ڍ����̃r�X�~�ߊԊu���������i30mm��10�`15mm�j
�@�@�B�[�ʐڍ����ɗ͖�(�t�����W�j�ڍ��ɁB
�@�@�C�T���u�l�W�~�߁v����u�l�W�~�߁{�i�b�g���߁v�ɁB
|
|
2011.5.29
|
�װ
�ꉞ
����
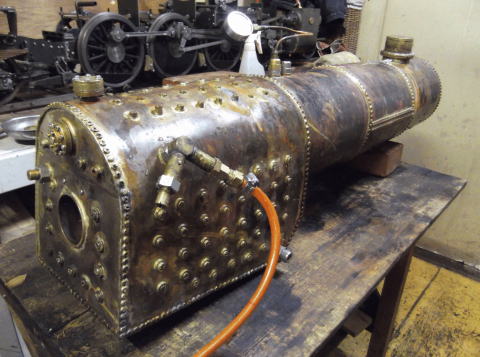
|
�@�ł����E�E�E��������Ȃ��{�C���[�B�����܂�190���ԁB
�@�ꉞ�A�`�͊����ŁA���ꂩ�琅���e�X�g�B
�@
�@���ǂ̃X�e�����X�ƉΎ��̓��Ƃ̐ڍ�������i�o�[�i�[���t��ƁA�M�c�����̈Ⴂ�ŗ��҂Ɍ��Ԃ��ł���j�A����͐v�~�X���ȂƎv���Ȃ��琻�삵�����炢�Ȃ̂ŁA�S�����M�Ȃ��B�i���Ȃ݂ɁAC58�̎��͐����e�X�g���ǂ����Ă����i������蒼���j
�@�e�X�g�����ɁA�{�C���[�ڑ����i�Ƌ����|���v���K�v�Łi���ꂩ�琻��j�A���ʂ��o��܂ŁA�܂����炭���Ԃ�������܂��B
|
 |
2,327 |
| 2011.4.18 |
���C���z�� |
�@���E�t���p�Ɏg���Ă���LPG�{���x�B�k�Ќ�̓d�C�Ɠs�s�K�X���~�܂������ŗ����p�Ɋ���B
�@�g�����Ă��܂����̂ŏ[�U���Ȃ��Ⴂ���Ȃ����̂́A�����[�U�𗊂�ł����K�X������͒Ôg�ŗ�����Ă��܂��A�s���ɂ͑��ɋƎ҂������炸�B�܂��K�X�̕����ɖz�����Ă銘�K�X�ɕ����̂��݂�E�E�E�ł��A�K�X���Ȃ��Ɩ͌^���͐i�܂Ȃ��B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �@ �@ |
�@�@
�@�k�В��O�ɏo���オ���Ă������C���z��
�i�^�]�����̃{�C���[�̏�ɔz�u�j |
|
| 2011.3.18 |
�����{��k��
3.11 |
�n�k�E�Ôg�̔�Q�ɂ���ꂽ���X�ɁA�S��肨�������\���グ�܂��B
�@�K���ɂ��䂪�Ƃ͊C���痣�ꂽ����ɂ���A�Ƒ��Ƃ��ǂ������ł����B�͌^���]���������肹����Q�͂���܂���ł����B
�@���̏Z�ފ��̒��́A�傫�Ȕ�Q���Ă��܂��A��Ђ̓�����m�l�ɂ������̔�Ў҂��o���܂����B�܂��͔�Ђ������X���x�����A��Ђƒ��̕����ɓw�͂��Ă����܂��B
�@��������A�u���̎�́A���a�ł�������ł�����́v�ƍl���Ă��܂������A����̍ЊQ�ŁA���߂Ďv�����������܂����B���炭�͌^��������]�T�͂���܂��A�������Ɋ撣���Ă����܂��B |
|
|
| 2011.2.28 |
�װ
���쒆
����3
|
�@���Ƃ͌�[�ʂ����t����Έꉞ�����B
�@�Ύ��㕔�̍T�́A�v�ł͔i��3�j�ɂ���\�肪�A����ߒ��Ń��E�t��������i�s�\�j���Ƃ������āA�}篁A�_�T�i��10�j�ɕύX�B
�@�@�@�@�@�@�@�@�@�@
�@�@��������o�[�i�[�̉��ĂāA�����Ă��܂����h�}�b�g |
 �@�Ύ�����̍T�i�X�e�C�j�@��10�iM10�j�@ �@�Ύ�����̍T�i�X�e�C�j�@��10�iM10�j�@ |
2,248 |
| 2011.1.29 |
�װ
���쒆
���̂Q |
�@�{�C���[�̍T�i�X�e�C�j�̐��A�S����127�{�I�@�����_��85�{���E�t���B
�@�M�̕��U��h�����߂ɁA�Y�őS�̂�g�߂���Ńo�[�i�[���g���ă��E�t���B
�@�����̒��ō�Ƃ��Ă���A��_���Y�f���łɂȂ肻���������i�����N���N���j
�@���Ȃ�o�����悤�Ɍ����邯�ǁA�{�C���[�S�̂̐i�����Ō�������A�ǂ�ȂɊy�ϓI�Ɍ��Ă��A40�����炢�B�i��蒼���ɂȂ�����O%�ł�����j
|
 �@ �@
�T�i�X�e�C�j�̑}���i�^�b�v�j�@�@�@�@�@�@�@�@�Y�̏�Ń��E�t�� |
2,205
|
| 2010.12.19 |
�װ
���쒆 |
�@�V���ȕ���A�_�f�{LPG�̐��ǂ��g���Ăł���悤�ɂȂ������ƁB
�@�@�@��낤�̎g�p�i���܂ł͋�E�̂݁j
�@�@�@�@�������E�̕��������Ďv����g����
�@�@�A���E�̂��ƕt���i���܂ł̓��E��\�ߐڍ����ɒu����
�@�@�@�������t���ėn�����Ă����j
�@�@�@�@�������Ǝ_�������炢�̂ŁA���E���ƕt�������Ղ��H
�@�@�@�@�@���E���ƕt�����ƁA�\�t��␂�����̐ڍ����ł���̂ō�Ƃ��y |
 �@ �@
���ǂ̎�t(�r��)�@�@�@�@�@�@�@�@�@�@�@���ǂƉΎ��O��̎�t |
2,132 |
| 2010.11.13 |
�װ
(�Ύ�) |
�@���͗e��i8kg/kgf)�B�ڍ���������C�R�ꂵ�Ȃ��悤�T�d�ɋ�E�t���B
���߂Ďg�������ǁB�_�f���g�����Η͂̋����͑z���ȏ�ŁA����3mm�̓��̋�E�t���������B
�{���ɍ��邩�S�z���Ă���^�{�C���[�i���a��190�~�S��900m�j���A���̉Η͂Ȃ�Ȃ�Ƃ��Ȃ邩���B |
 �@�@ �@�@
�@�{�C���[�̉������@���͉��ǂ����镔���@�@���F�O���ڍ��O�@�E�F�ڍ��� |
2,068 |
| 2010.10.18 |
�s�X�g���K�_�ē��@��
�K�_����
|
�@�V�����_�̑O�̕����B�{���̋@�\�͂Ȃ��_�~�[���i�i�s�X�g���͕Ў����j
�o���h���ɂ͂����ЂƂ����ł��Ȃ����̂́A�ꉞ�����B�ǂ����Ă��䖝�ł��Ȃ���A���Ƃ���蒼���i�����I�ɍ�蒼��)
�@�@�@�@�@
�@�@�@�@�������Ă��܂���100�~�V���b�v�̂b�^�N�����v�B��������j��B
�@�@�@�@�@����ς�100�~�V���b�v�i���������j�͑ʖڂł����B
|
 |
2,033 |
2010.9.12
|
�t�]�@ |
�@��]���̋t�]�@�B�^�]�����̎�荇����������A���ƂŏC���B
�@ �@�ҏ��ɑς����Ȃ��ĕt�����NJ|����@�B�ҏ��œX�����疳���Ȃ��Ĕ������ɍ����Ă����Ƃ���A���܂��ܒm�荇���������Ă��ꂽ�B �@�ҏ��ɑς����Ȃ��ĕt�����NJ|����@�B�ҏ��œX�����疳���Ȃ��Ĕ������ɍ����Ă����Ƃ���A���܂��ܒm�荇���������Ă��ꂽ�B |
 �@ �@ |
1,984 |
| 2010.8.13 |
���s���� |
�@����ő��s������m�F�B�܂��܂��ǍD�I�i����f�ځj
�@���p�b�L���Ȃ̂ŃV�����_�W����̎�̋�C�R�ꂪ������̂́A����͗ǍD�B
�@�i�p�b�L���͖{�ԑg���Ă̎��ɂ������菈�u����j
�@����Ǝv���Ă����s�X�g���ٕ������A����͋�J�������̂́A�o���Ă݂�Ί���ق�萫�\���ǂ������B�s�X�g�������O�̎g�p���C�����Ɍ����������B
�@�i45mm�Q�[�W��C58�́A�s�X�g���ف�����فA�s�X�g�������O���R�C�����[���j
�@�@�@�@�@�@�@ �@�h�����Ŏw�Ɍ��J�� �@�h�����Ŏw�Ɍ��J��
�@�����ȉ���͓��풃�ю��B�ł�����͂��ɕa�@�̂����b�ɁB
�@�������ɂ���ȏ�͋C�����Ȃ��ƁE�E�E
�@�i���Â��A���ꂪ��Ђ���Ȃ��ėǂ������Ǝv���j
�@���̎w�Ȃ̂ł��炭�͐��쒆�f(?_?)
�@��̃s�A�m���e���Ȃ��āA���炭�莝���������B
|
|
1,916 |
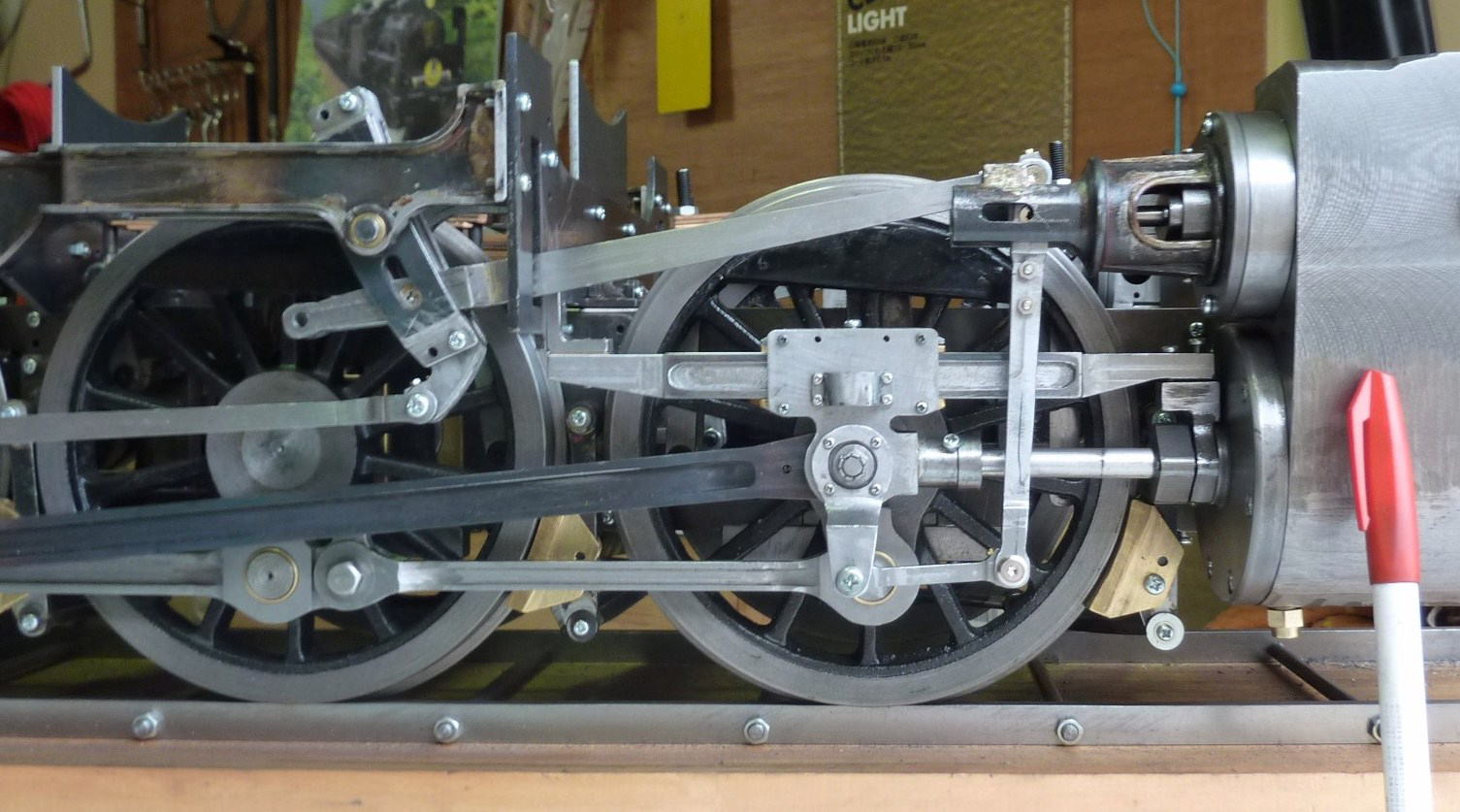
| 2010.�V.18 |
�ّ��u
|
�@�N���X�w�b�h�E�ِS�_�N���X�w�b�h�E�X���C�h�o�[�삵�đg���āB�ّ��u�����B
���I�����Ȃ���A
�@�X���C�h�o�[�E�N���X�w�b�h�ƍ���đg��ł݂��Ƃ���A���ւ̉����ŁA��P���ւ̃N�����N�s���ƃN���X�w�b�h�������邱�Ƃ������i��P���ւ̉����́}5.5mm�D�ʉߋȐ����a6m�ڕW�j
�@�N�����N�s����Z�����i-1.5mm�j�A�����āA�N���X�w�b�h�����A�V�����_���ƊO����2mm�ړ��i�{�����2mm�����L���Ȃ邯�ǂ�ނȂ��j�@
�A�N���X�w�b�h�́A�����̋��^���̗p�iD51��C58�̌����ꂽ�`�Ƃ͈قȂ�j�B���ʂ���B�����ʐ^�P�������肾�����̂ŁA�{���Ɠ������͎��M�Ȃ��B |
 |
1,884 |
| 2010.5.16 |
�����N |
�@���كe�R�ƌ��у����N
�@���s���u�����ɂ́A����
�@�@�@�X���C�h�o�[�@�A�N���X�w�b�h�@�B�ِS�_�N���X�w�b�h
�@���K�v�B
�@��������đ��s�i����j�e�X�g���������B
|
 |
1,818 |
| 2010.5.3 |
�V�����_ |
�@�V�����_���ꉞ�����B�G�A�[�e�X�g�œ�����m�F�B
�@���`���g���l�����悤�₭�����������B�i���H�����߂Ĕ��N�ȏ�j
�@�@�z�[�j���O���H���s�X�g�������O�̎g�p�����߂Ă̌o�����������̂́A�Ȃ�Ƃ����ɂȂ����悤�łЂƈ��S�B
�@�@�s�X�g���@�F�{�A��60�@HONDA-VTR(250CC�o�C�N)�p�s�X�g�������O�g�p
�@�@�s�X�g���فF�����{�r���ق����߁A�P���ɕύX�B
�@�@�@�@�@�@�@�@�@���W�R���p�s�X�g�������O�i�R�c�Y��FZ53�G���W���p��24)���g�p
�@�@�@�@�@�@ �s�X�g���� �s�X�g����
|
�@ |
1,788 |
| 2010.4.2 |
�ِS�_�ē� |
�@���G�Ȍ`���Ǔ���ɂ͊W�Ȃ�����Ȃ̂ŋC���y�B
�@���Ԃ͂����������ǂ܂��܂��̏o���i�v���Ԃ�̋�E�t����Ɓj |
 |
1,753 |
| 2010.2.14 |
�V�����_�u���b�N |
�@�V�����_�E�u���b�N�̊����ɂ悤�₭�ړr�B
�@���쎞�Ԃ̓V�����_�u���b�N�����Ŗ�60���ԁi�l�W�����H�~�X��51���Ԃ������j
�@150�~115�~100mm�Ƃ����傫�ȘA�������i�f���X�o�[�C�d��12kg���j�̉��H����ςȂ��̂Ȃ���A�V�����_���ʂ̃z�[�j���O���H�������Ƃ����B�����ԗp�̎s�̂̃z�[�j���O�c�[�����āA���l���^���ł���Ă݂����̂́A�v���悤�ɍs��������ꓬ�B�S�g�^�����ɂȂ�Ȃ���i�����̒Y�f�J�X�j�A�{�s������J��Ԃ��ĂƂ肠���������������̂́A�d�オ��ɂ͂܂��������M�Ȃ��i����Ȃ�ł����Ɠ���������H�j
�@���C�u�X�`�[���̃e�L�X�g�{�ɂ��A�z�[�j���O���H�����͊O������Ə����Ă���̂��A�����ɂ���������͖̂��d�������H�I�H
�@�@ �@�@�@ �@�@�@
�@�@�@�V�����_�����H�i���Ձj �@�@�@�z�[�j���O���H
|

�V�����_�t���b�N�E�s�X�g���E���C�����C�i�[ |
1,689 |
| 2009.12.19 |
�Ԃ�N�����N
�ΐS�_
���������N
|
�@�V�����_�E�u���b�N�̉��H�̍��Ԃ����ď����Â��H�����Ă������i�ށB���������ɂ͑S�Đ^�J�̃u�b�V����}���B
�@�i�V�����_�u���b�N�́A��g���t���l�W���̉��H�@�~�X�B�d���Ȃ��č쐬�B����܂ł̉��H����51���Ԃ��A�Ɖ������j
|
 |
1,583 |
| 2009.9.13 |
��A�_ |
�@����400mm�i����9mm)
�@�t���C�X�ō��Ƃǂ����Ă������Ă��܂��A�^���������̂ɂЂƋ�J�B
|
 |
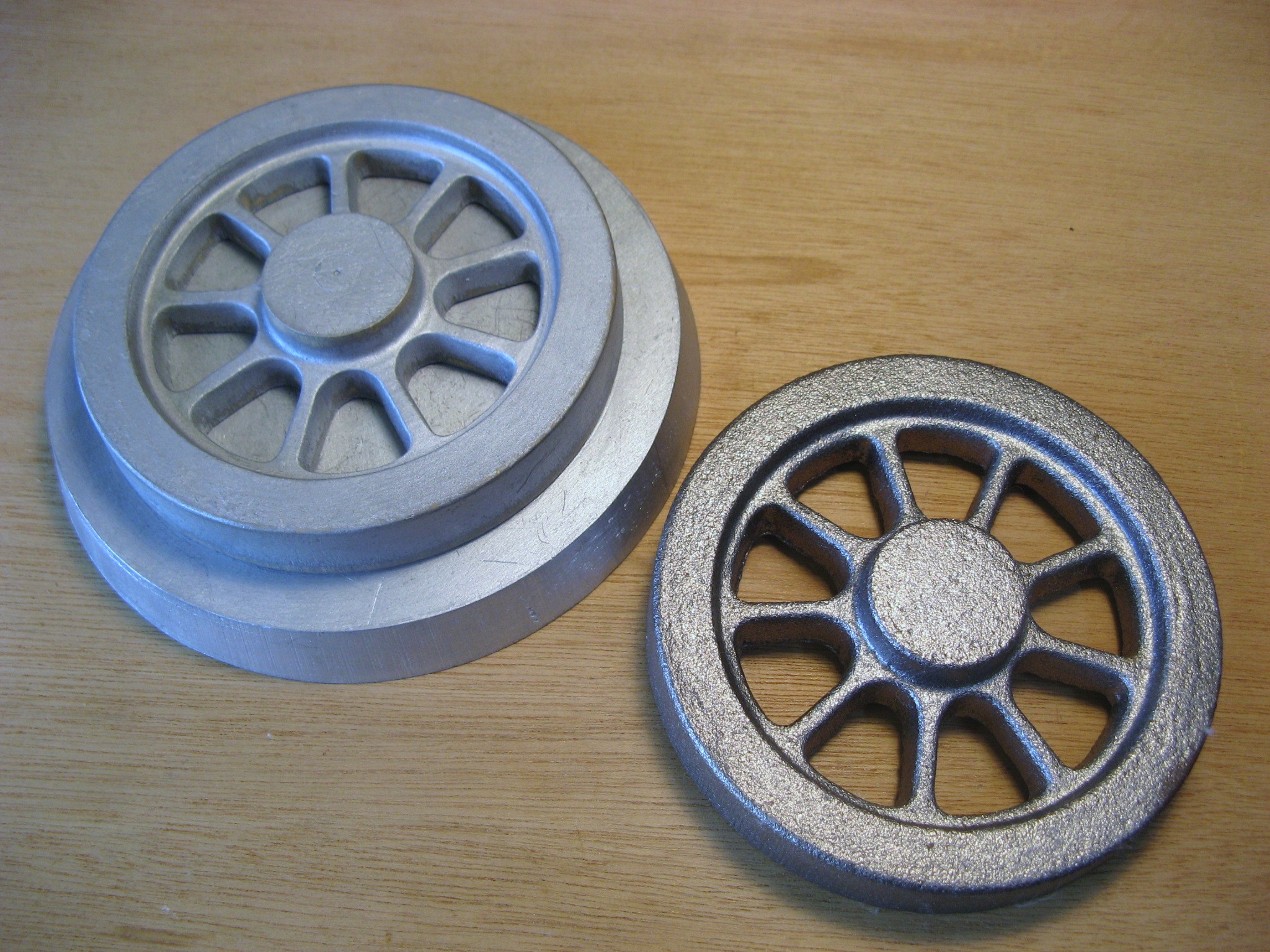
1,466 |
| 2009.8.1 |
�A���_ |
�@���E��6�{�B������60���ԁi�v����ɂP�{10���ԁj�B
�@C58�̎��ɂ͂��܂���ꂸ7�����蒼�������i���A����͂قڃm�[�~�X�Ő���B��������a�@����A�V�s�t���C�X�Ղ̂��A�ł�����B�����t���C�X�ł̍��o���͖{���Ɏ��Ԃ����������B
�@�@�@ |
 |
1,428 |
| 2009.614 |
�D�J |
�@�Ō�ɍ�낤�Ǝv���Ă��D�J���A�H���̍��Ԃ����Đ���B
�@��{�́A�A�����J�^�f�������S�̓S�������قŔ������ؐ��̋D�J�B�������Ⴞ���ǔn���ɂł��Ȃ��{���̂悤�ȉ��F���o��B���̓J��^���Đ^�J�p�C�v�Ő���B4���K��{�����l��5���K�ɕύX�B���w�̐}�H�ŔS�y�̃I�J���i��������o�������ɗ������B
�@���悤���^���Ȃ���A�����̂������F�Ɏd���B����������Ɖ������Ԃ�A�����ʂ�����Ȃ��Ɩ{���̉����ł��A5�{�̃p�C�v�ւ̕��ʒ���������B��C���߁i����^���N�j�̒��ɉB���\��B
�@�@�@�@�@�@�@
(�A�����J�Ŕ����Ă����ؓJ�B���{�ł������Ă�̂��������Ƃ���)
|

�@�@�@�@��D�J�̉���
�i���K�͉�����a�E�`�E�b���E�d�E�f���̂T���K�j
|
1,368 |
| 2009.5.29 |
���������v���v |
�@C58(45mm�Q�[�W�j�ɂ͕t���Ȃ������������̋����|���v�B��3���֎�����G�L�Z���V�[�u�Ńs�X�g���������쓮�B
�V�����_�{�A��8�~�X�g���[�N22mm�i�e��1.1ml�j�~���E2�P�i��2.2ml/��]�j�@���ւP��]����̋����e�ʂ��K�����ǂ����͑��点�Ă݂āB
�G�k�F
�@�傫�Ȕ������Ȃ����ɁA�ޗ���H��ɂǂ�ǂ������ł����B�H��ł��ޗ��ł��A�傫�Ȃ��̂��K�v�ȕ��A�����ɍ������āA���������s���`�B�H����ґ�Ȃ��̂ƁA���s���čޗ��ʌ������Ȃ��悤�ɐS�|���i�������Ď��s�������Ƃ͎v���ĂȂ����ǁj
|
 |
1,357 |
2009.5.16
|
�u���[�L |
�@�����܂ł͓�����Ƃ��A��~���ɓ����Ȃ��悤�ɂ�����x�͋@�\�����悤�Ɓi�ԂŌ����T�C�h�u���[�L�j�A�ꉞ�쓮���ɁB�{����2���Â���쓮�̂Ƃ���A4���A���̎蓮���B
�o�r�D�M�����Ȃ��~�X�I
�@�@�@���̎ʐ^�����āA��1���ցi�ʐ^�P�ԉE�j�̃J�E���^�[�E�F�C�g�̕t���ԈႢ�ɋC�Â������B
�@�@�@�ׂ̑�2���ւƃJ�E���^�[�E�G�C�g�̈ʒu�i�p�x�j���Ⴄ�I
�@�@�@�J�E���^�[�E�F�C�g����U�o�����ĕt�������A�Ȃ�Ƃ��������i5/23����)
�@�@�@��������ԈႢ�����Ă������ǁA����͉ߋ��ő傩���B�߂����E�E�E |
 |
1,316 |
| 2009.4.12 |
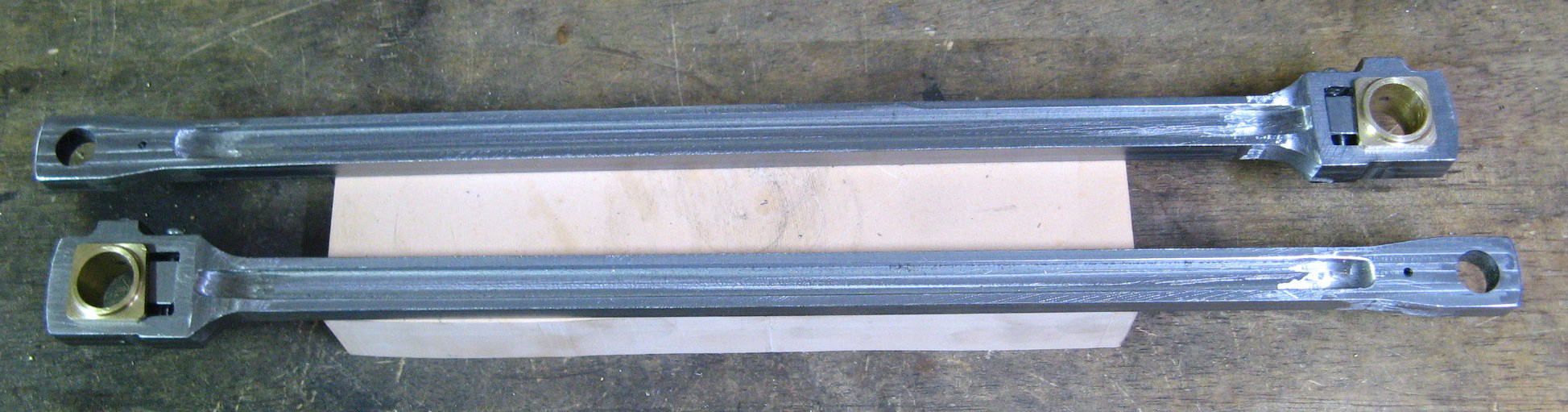
���� |
�@���ւ̐؍�E���H�����B��3���ւ̍�蒼��������A8�ցi4���j���H����̂�73���ԁB���Ղ̉��H�\�̓M���M���̐؍�łȂ��Ȃ��\�͂��オ�炸�E�E�E
�@��3���ւ͒������@�ɋ���������i���݃I�[�o�[�j�A�}�ʒʂ���H�ł������������蒼���B
�@�J�E���^�[�E�E�F�C�g�̎�t���ɁA�����22����
�@�E�F�C�g��t���́A��3�S�ƃf�u�R���i�v���X�`�b�N�E�X�`�[���j�ŁB�܂�ŔS�y�V�сB
�@�،^����38���ԁi���삵�����܂݁j�𑫂��āA�@�g�[�^�����쎞��133���ԁB
�@ |
�@�@�@�@�@��3���ցi�g���O�j
 �@ �@
�i�J�E���^�[�E�F�C�g��t���O�j |
1,199
|
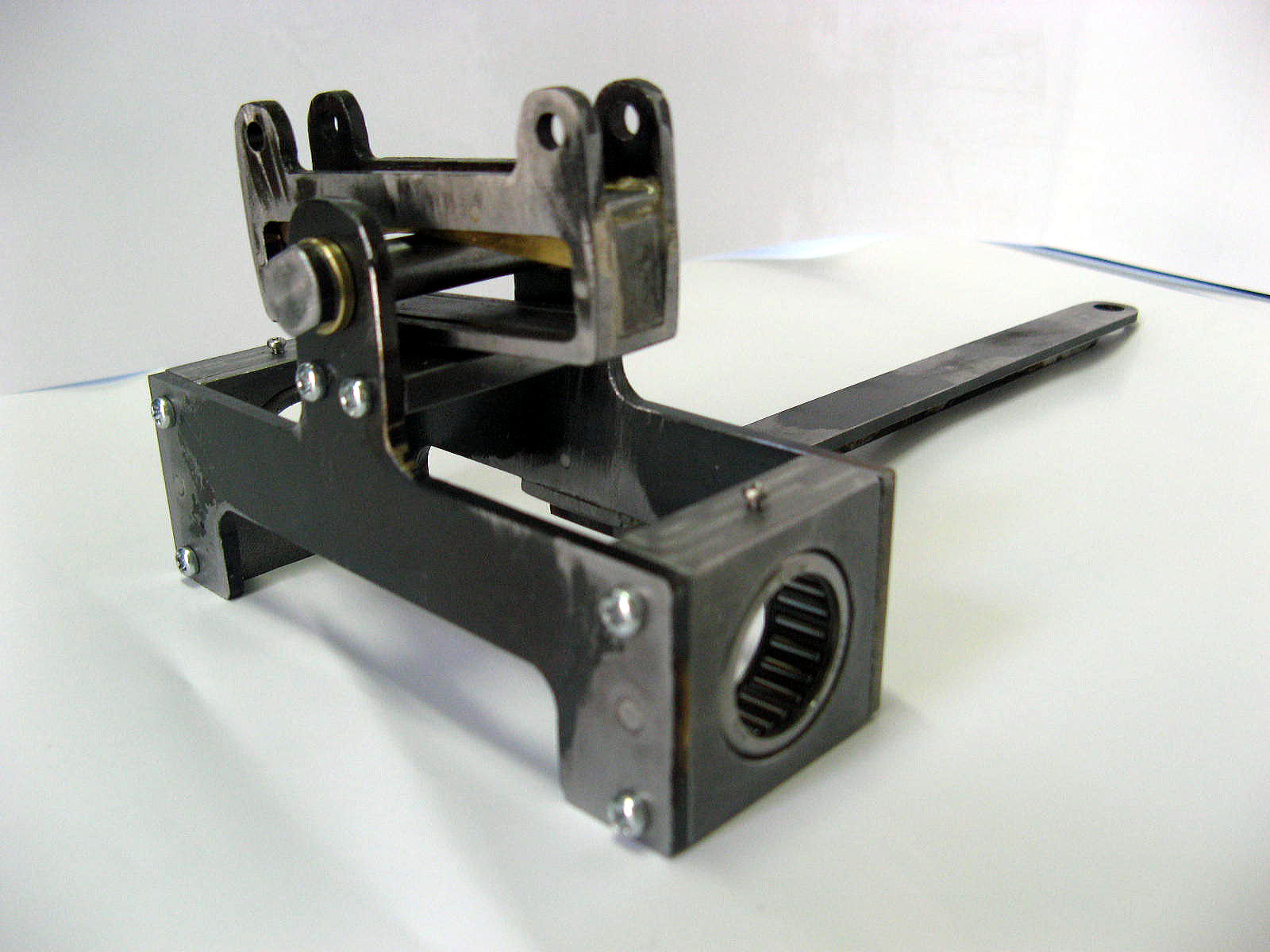
| 2009.1.25 |
���֎��� |
�@�j�[�h���x�A�����O���̗p�i���a��28�j |
 |
1,097 |
| 2009.1.18 |
�]��� |
�@�]�i�P�g���C�j���܂����ŁA���|��8�P���ł悤�₭�����̏]��ԁB���̒��x�����̂�57���ԁi�ԗ֏����j�A�]�̃u�����N�Řr���������H�H�H
|
 |
1,066 |
| 2009.1.4 |
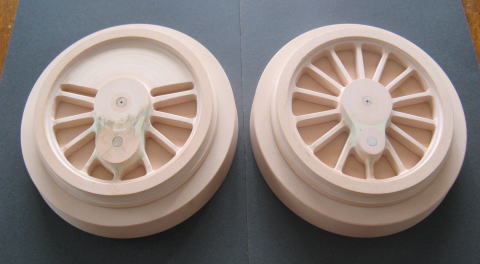
���֖،^ |
�@�Đ��쒆�D��x����Ă���A�v�ԈႢ(�\����`������Ⴂ)�ɋC�Â��č�蒼���E�E�E
2009�����ɍč쐬�������A�c���H�Ƃ���i����������j�ɑ��t
|
 |
984 |
| 2008.11.14 |
���� |
�@�ԗ؍펞�Ƀr�r�����������ċ�J���Ă���A���Ղ̉�]���Z�b�g�~�X�������B�傫�����Ղ͏��o���Ƃ͂����A�������鑬�x�ɋC�t���Ȃ��Ƃ͏�Ȃ��B
�@�r�������Ďԗ֊Ԋu��0.2�����قǐ��@��������邯�ǁA�厖�Ȃ��ł��傤�B
|
 |
955 |
| 2008.10.19 |
�V��Ə��� |
�@�Ƒ��̈��z���I���i�P�g���C�Ƃ����ʂ�j
�@���z���ɍ��킹�āA�V��(�ȑO�Z��ł����Ɓj�̒��ԏ�Ղɍ�Ə�����V�݁i�Ԃ͌��ɒ��ԏ�ɒǂ��o���j�B
�@�A�����J�Y�c�[�o�C�t�H�[���L�b�g�ōw���B
�@����ɖ�70���ԥ�l�i�V���S�����O�r�[�u�V��m�̐��쐴����Ƃ��̑��q����`���ɗ��Ă���āA�Q�l�Ƃ��͎����Ńz���g���������j
�@��ł���Ƃ��ł���悤�ɁA������h��������lj��B�������ŁA���\�Ȏ�ԂƔ�p�ɁB
�@�@ �uD50�v�ɗR�����āhDECO�h�Ɩ����i08.12.06�j �uD50�v�ɗR�����āhDECO�h�Ɩ����i08.12.06�j
�o�r�D���Ձi�P�O�Okg�j�ƃt���C�X�Ձi�P�T�Tkg�j���^��ł��ꂽ���z���Ǝ҂���A�l�肾���ʼn^�ԂƂ́A�������v���B�����l�ł����B
|
 |
926 |
| 2008.10.4 |
�m�Q�[�W
�i�]���j |
�@�P�g�����̍��Ԃɗ��ł��������쐬�B�����ɂ͎���Ȃ��������̂́A�����͌`�ɂȂ����m�Q�[�W�V�[�i���[�B
�@����A�V�[�i���[���ē���B�|�p�I�Z���X������B���܂����ʂ��郉�C�u�X�`�[���̕������ɂ͍����Ă���B
�@�@�@�@�@�@�@�@ |
 ���ݐi�`�@�i2013.12.31�j ���ݐi�`�@�i2013.12.31�j |
902
|
| 2008.9.25 |
��E�]�� |
���������B���n���̒����ɂ����J�ɉ����Ă��炢�A�ō��̎d���ɁB
���M���c���H������A���肪�Ƃ��������܂����B�i���̂��ƁA���ւ���낵�����肢���܂��j |
 |
883 |
| 2008.7.3 |
�]�� |
�@���ɓ]�B6�N�Ԃ�ɌÑ��̊��ΐ��c���ցB
�@�Ƒ�������܂ŁA�����̒P�g���C�����B
�@���C�u�X�`�[�����͂ł��Ȃ��̂ŁA���̊ԂɁA�ȑO�����肽�������V�тɒ���I
�@�@�w���̓d�q�u���b�N�@�q���̍�����̓���B�������炢�d�C��H�𗝉��ł���悤�ɂȂ肽���āB
�@�A�m�Q�[�W���C�A�E�g�@���H�܂ł͎{�݂������̂́A�V�[�i���[�ɂ͒��X�肪���Ȃ������̂ŁA���̋@��ɁB |
|
835 |
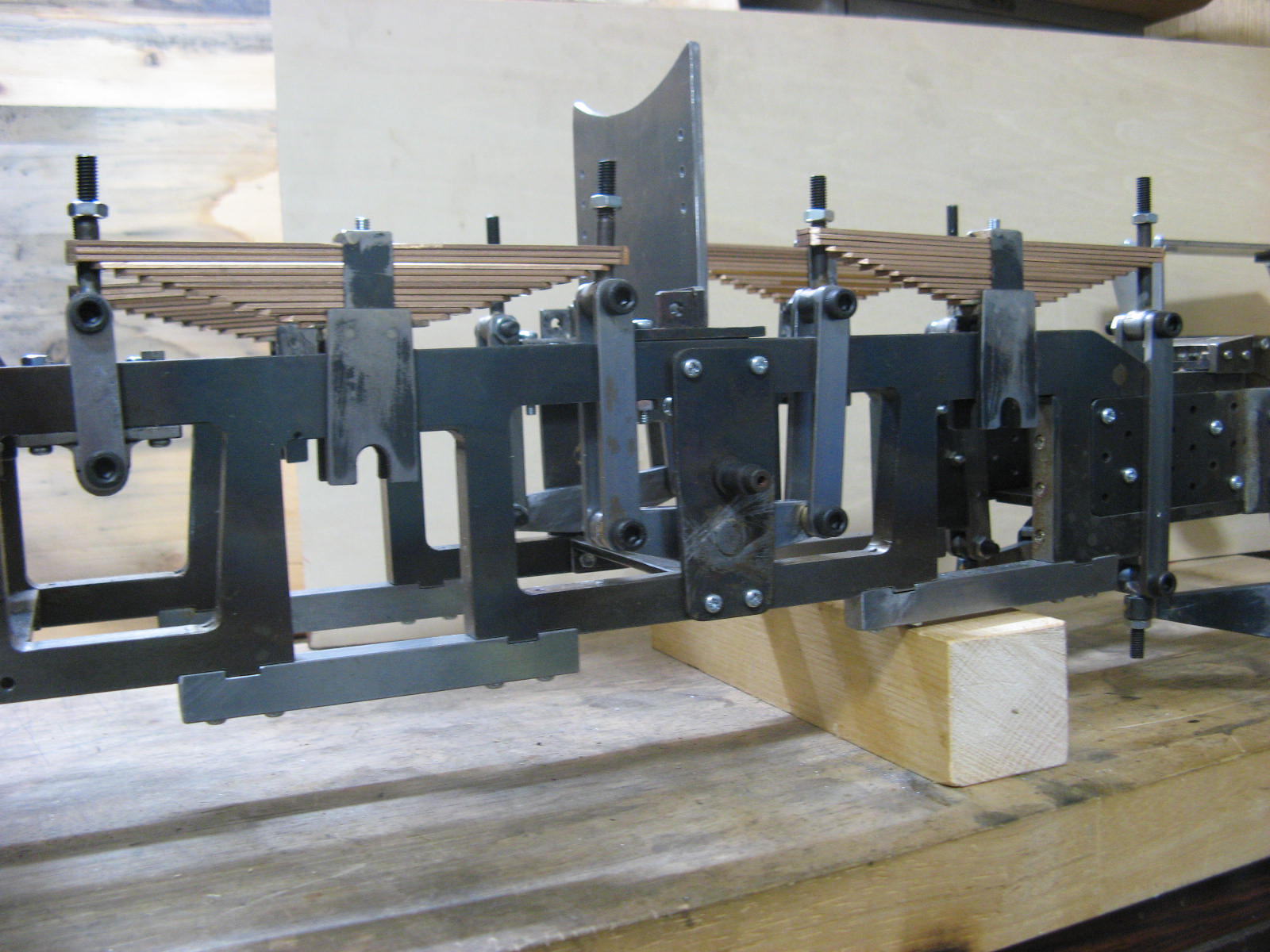
| 2008.6.14 |
���� |
�@�ԗւ��t���ĂȂ��̂Łi�����������j����Â炢�Ǝv���܂����A���Ԃƕ������u�B�����Ȃ����B
�@�i�j�[�h���x�A�����O�͓��a��20�j
�@������艡����傫������(���J�[�u������)�K�v����A�����Ƃ͈Ⴄ�\���B�ɗ͎����炵�������@�\���c�����A�ꉞ�A�ؑ��I���W�i���̐v�B |
 |
809 |
| 2008.5.28 |
�o�l |
�@�o�l�́A��0.5�~��10�̃��������d�˂č쐬�i���ւ�12���j
�@���i�_���������ĂƂɂ�����ρB
�@�@���12��{��Ȓނ�30��{��Ȓ��ݸ32��{�ލ�����8���82�
�@�@��Ȃ����g�́A����Ȃ��v144���A��Ȃ�����46���ԁA�S����84����
�@1����������Ă悤�₭�����B
�@
|
 |
780 |
| 2008.4.29 |
D50�Ζ� |
�@�{����2�q�����c���Ă��Ȃ�D50�^�B1�q�͔~���H�A�����Ă���1�q�A�k���s��D50 25�ɂ��ΖʁB�i�k���s�O�������j
�@�ƂĂ����ɕۑ�����Ă��܂����B�i�k���s�̊W�҂̕��A���肪�Ƃ��������܂��j |
 |
716 |
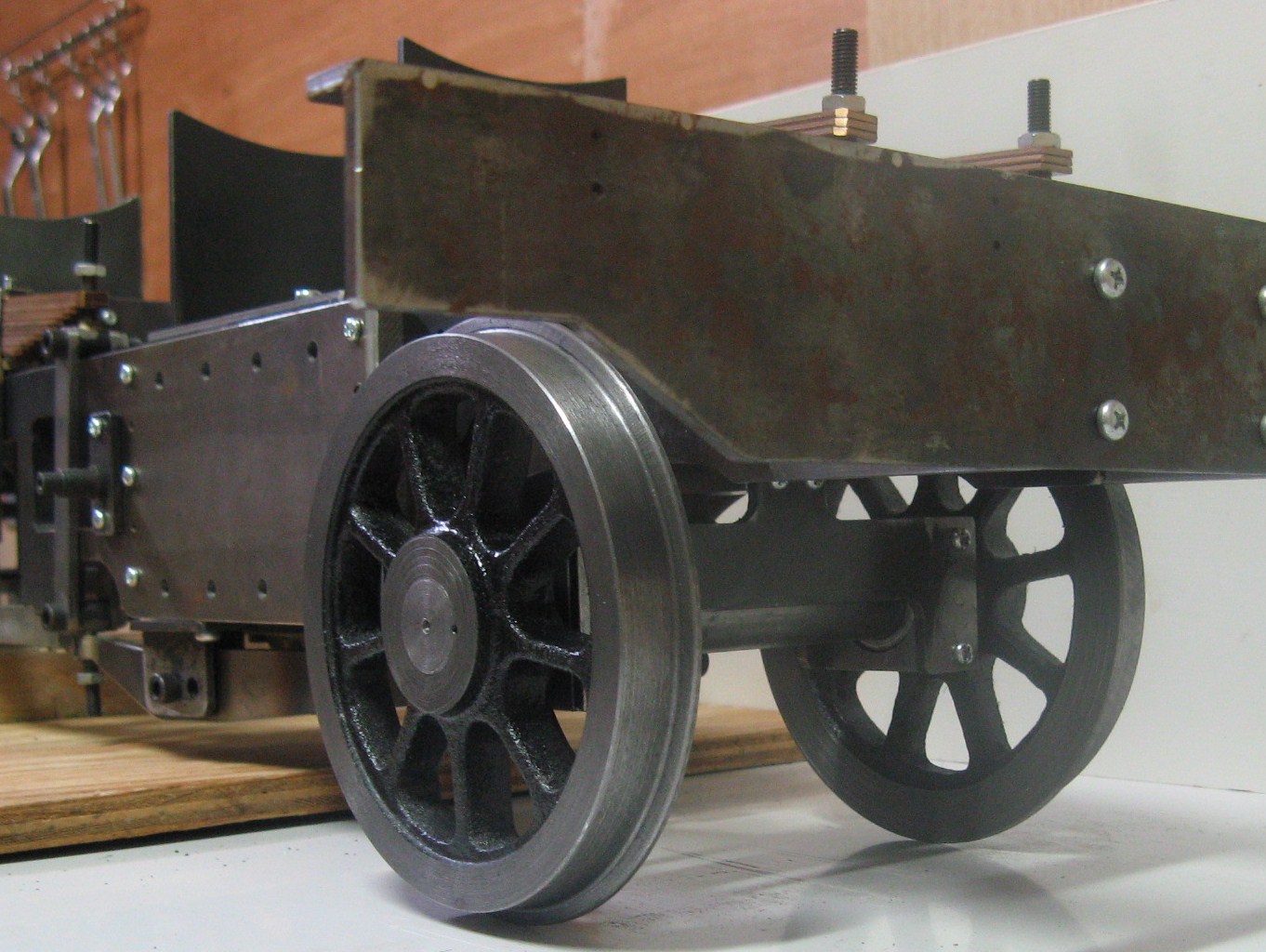
| 2008.4.20
|
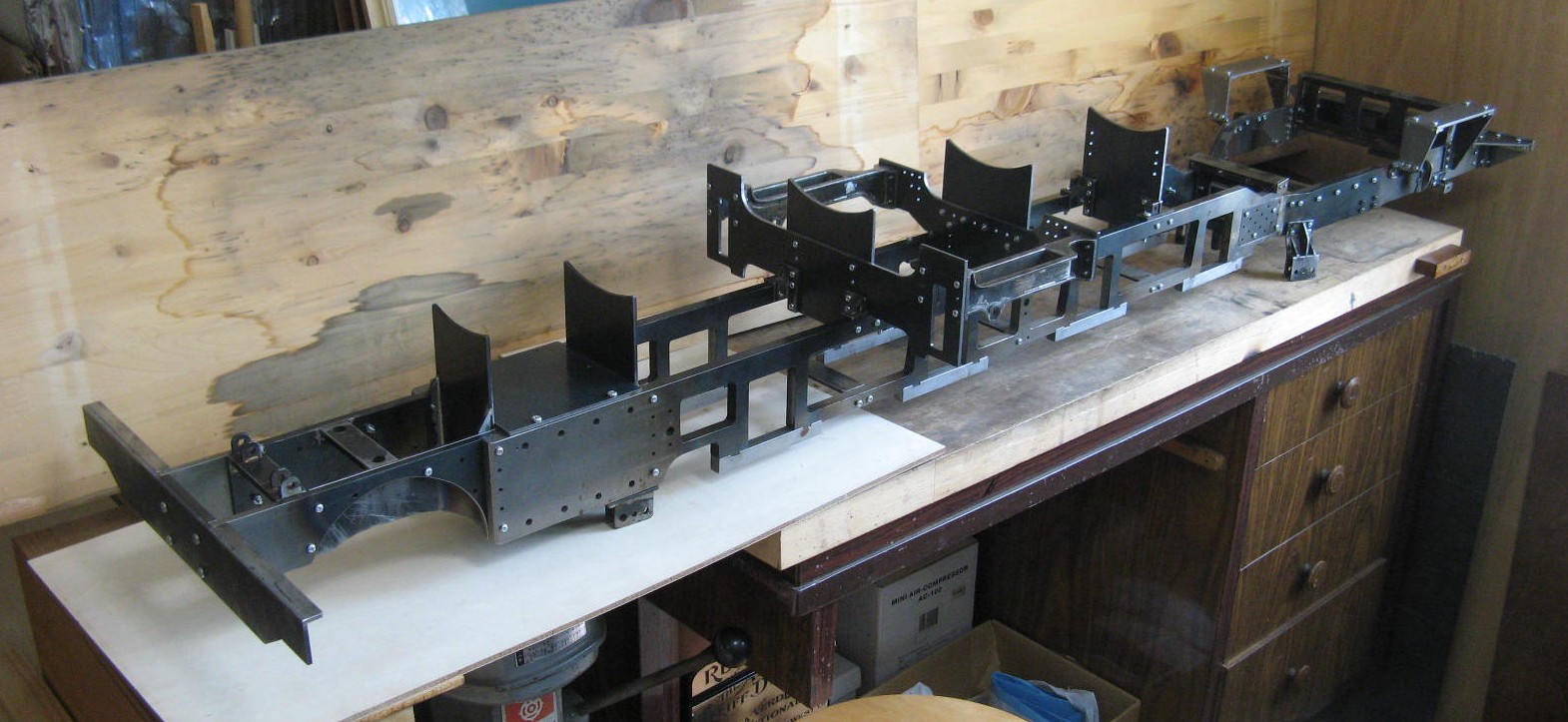
��g
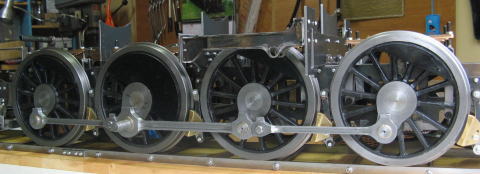
|
�@��g�̊�{�\�����A�قڊ����B
��������낤�Ƃ��Ă���͌^�̑傫���Ɋ���Ă������̂́A�g��ł݂�ƁA����x�傫���������B
�@���̂��ƁA�o�l���u���ԗց����b�h���V�����_�Ɛi�ޗ\��B��g���ɔz�u�\��̋����|���v�E�D�J�E�h�����_�͂��ꂩ��v�B
|
 |
702
|
| 2008.4.5
|
���Սw��
|
�@���ɍŏI����u���Ձv�����B����Ŕ�ԁi�t���C�X�Ձj�A�p�i���Ձj�����Ă��C�{���I
�@���ցi��175�`216�j����邽�߂Ƀx�b�h��̐U��250mm�A�d��100kg�B�z���ȏ�ɑ傫���āA�C�i�o���u�͑������苷�B�g���X�y�[�X���Ȃ��Ȃ����̂ŁA���̂��Ƒg���Ă͎���2F�̋���Ɗ��ŁB���ꂽ�ꏊ�ł�����ƕs�ցB
|
 |
664
|
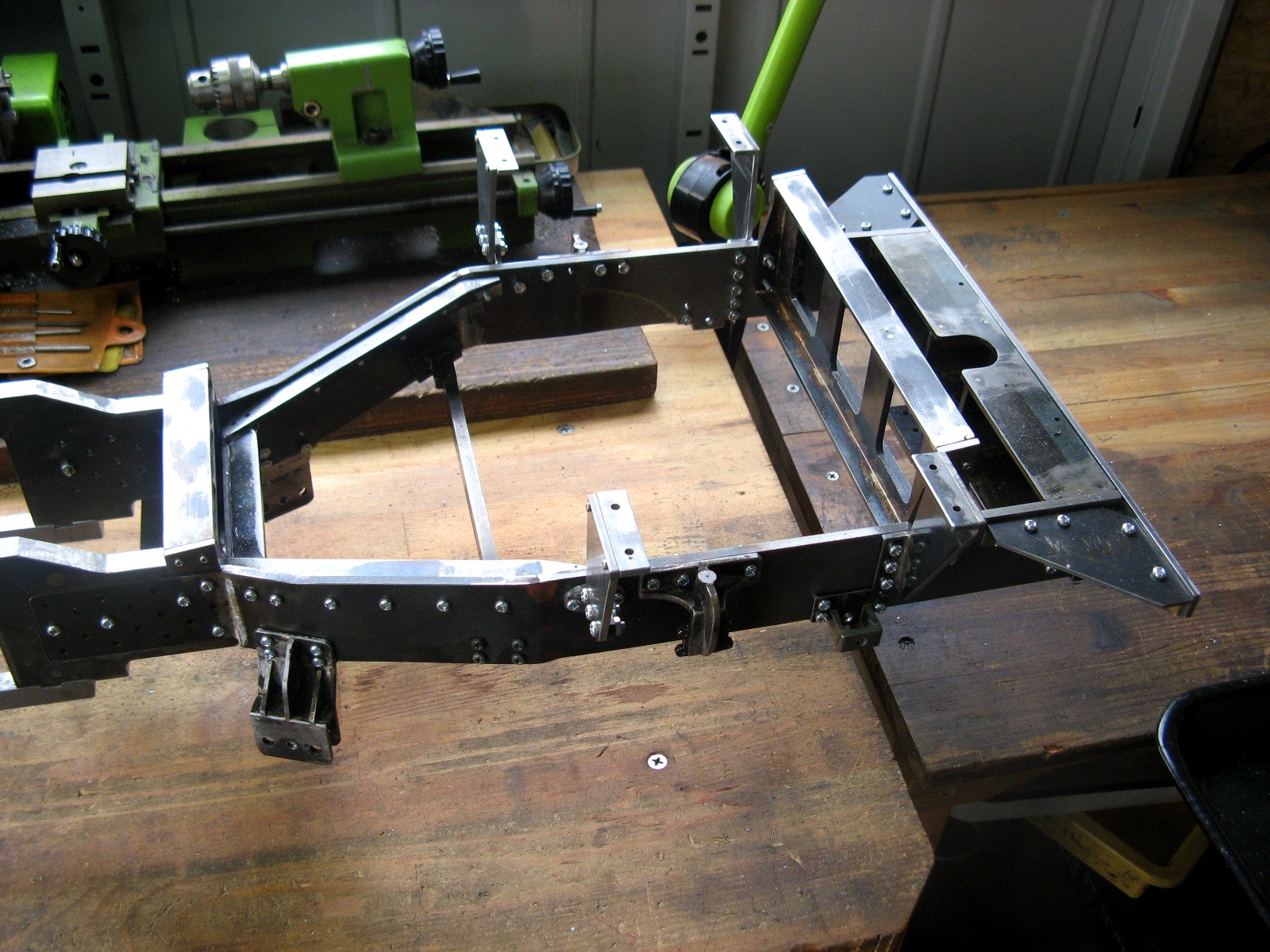
| 2008.3.23 |
���g
|
�@�傫�ȃg���u���Ȃ������Ɋ����B
t4.5�̋Ȃ����H���A�\�z�ȏ�ɍ����x�Ɏd���B�B |
 |
636
|
| 2008.3.16 |
��Ə����̌X��
|
�@�ǂ����ς��Ǝv������A�C�i�o���u���X���Ă����I
�����������̓R���N���[�g�i�ǂŒ��ނƂ͎v���Ȃ��̂ŁA���Α��̃u���b�N�������ŕ����オ�����H
�@150kg�̃t���C�X�Ղ���ꂽ���Ƃ����ɏC���͗e�Ղ���Ȃ��������ǁA���o�[�ŃX�L�}�������Â}�����Ȃ���Б��������グ�Đ����ɁB
|
|
606
|
| 2008.2.21 |
��E��ʍw��
|
�@��E���ʂɎg����^�͌^�i45mm�Q�[�W�̔䂶��Ȃ��j�B�z�[���Z���^�[�ŕx�m�o�[�i�[�����Ă��̂ł͂����������炠���Ă�����Ȃ��E�E�E
�@�^�ǂ��l�b�g�Ō��������c����i���É��j����A�S�悭�������Ă���܂����B���肪�Ƃ��������܂��B
|
|
561
|
| 2008.1.20 |
���g
|
�P�D�ό`�H�I�H
�@�t���b�g�o�[�����g�̌`�ɐ�����A�㉈�蔭��(5mm���x�j�B�܂�������Ȃ�Ďv���ĂȂ������E�E�E�����c�݁i�c�����́j�H
�@��ނȂ��o�i�[���t���Ė�����苸���B�Ȃ�Ƃ�0.5mm(900mm��)�܂ʼnB�ł��~�N���I�ɂ͂��Ȃ肮�ɂႮ�ɂ�B���g�͊�b�Ȃ̂ł�������d�グ���������̂����ǁE�E�E�B�܂��A����ł����Ƃ��͂Ȃ邾�낤�B�i����ɂ��Ă��A����̌����͔H����Ƃ����H�H�j
�Q�D��ԈႢ�I
�@����Ă��܂����A���ꂾ���C��t���Ă���ԈႢ�I���Ɏ��g�͌��߂��Đ�\��i��E��C�j�ł��Ȃ�����Ɛ��@�ԈႢ�ɂ͋C��t���Ă��̂ɁB��S�����̐茇���A45mm�����������Ⴂ������48mm���ɁE�E�E�Bt3�̔Ăăl�W�~�߃��b�N�^�C�g�Œ�ŕ�C�B
|

����52���ԁi�����苸��6���ԁj
|
501
|
| 2007.12.22 |
��ƍH��̋
|
�t���C�X�Ձ@�@���芴���Q�I�傫���ƌ��������ł���Ȃɂ��Ⴄ�Ƃ́B
�@�@�@�@�@�@�@�@�����i�ŐS�z�������ǑS�����Ȃ��B
�W�O�\�[�@�@�@10mm�̔����ؒf�ł��āA��Ɛ��ǍD�B�ō��O���[�h���ėǂ������B
�O�����C�_�@�@�g�їp�d�q�O���C���_�͂�����Ƒ傫�����B
�@
�@�@�@�@�@�@�@���ǁA�v���N�\���̃~�j���[�^�������H�ڂɁB |
|
436
|
| 2007.12.16 |
��Ə����̋
|
�@�V�ݍ�Ə����B���������C�i�o���u�B�l�I�ɂ͋C�ɓ����Ă邯�ǁA�l�ɂ͌����Ċ��߂Ȃ��i����Ȑl���Ȃ��Ǝv�����ǁj
�P�D���������@�@�f�R�ނ͑S���Ȃ��̂œ��R�B
�@�@�@�@�@�@�@�@�@�k�C���̓~�ł��~�j�t�@���q�[�^������Ȃ�Ƃ����������B
�Q�D���邳���@�@�ǂ͔��P���B�������͓������B�K���A�䂪�Ƃ��@�@�@�@�@�@�@�@�@�@�@�@�@�@�R�̒��B�������߂��ɂ͉Ƃ��Ȃ��čK���B
�R�D���@�@�@�@�@���E�Ⴉ�烀�J�f�E�Q�W�Q�W�̗ނ��܂œ������B |
|
434
|
| 2007.12.8 |
���[�V�����E�v���[�g
|
�@��������̂�39���ԁB
������Ɗ|����߂��H�r�������̂�����Ȃ��̂Ȃ̂��E�E�E
�i�����쎞�Ԃ�������ɂȂ�̂��A���낵���Ȃ��Ă����j
�@���̋�E�t���p�ɍ��e�ʃo�[�i�[�i�V�x�mS�[3�j��V�K�w���B
�@���߂Ďg�����V�x�m�̃�0.8��E�����Q�I�����鑁���E�^�C�v�B�n���₷���Ċy�B�i���̋�E������AC58�̐�����y�������j
�@�@�@ |
 |
430
|
| 2007.9.15 |
�V�ዾ
|
�@���N�O����ዾ���O�����Ƃ������Ȃ�A���Ƀn�l�グ���V�ዾ���w���B�ʏ�͋߂������鎞�ɃO���X���~�낷�Ƃ���A���̏ꍇ�͋߂������鎞�Ƀn�l�グ�B�h�ߊ�Ȃ̂ŁA����̂܂܋߂��Ő����ɕ��������B���܂ŃR���v���b�N�X�������h�ߊ�������Ȃ��Ǝv�������B |
 |
310
|
| 2007.9.9
|
�����암�i
|
�@1-2���Ԃ̑�g-���T�q���A���O��(�������̕s��)
�@��g��1���i�B��3mm�ނ̐ؒf�E��E�t�B�����10����
�@�@�@
|
 |
300
|
| 2007.8.28 |
�x�A�����O
|
�@���ւ̎�����x�A�����O�ɂ��邩�ǂ����B
�@�����i���^������j�ɍS�肽���z�������������̂́@���s���\�d���Ńx�A�����O�̗p������B
�@�ꉞ�A����ɂ��������g�i����|�̕i���Ǘ��j�ł�����̂ŁB |
|
282
|
| 2007.8.14 |
�i���x�~�j |
�@�i�Ƒ��ŔO��̃A�����J���s�j |
�A�����J���s�̗l�q�iPrivate Page) |
280
|
| 2007.7.28
|
�t���C�X�Սw��
|
�@���f�Ղ���FM140�i�d��155kg�j���w���B
�@�u����n���v�Ō��֑O�ɒu���Ă�����E�E�E
�������畨�u�܂Ŏ����ЂƂ�ʼn^�Ȃ���Ȃ炸�������B�{�̂ƃw�b�h�����āA��������Ȃ���A�Ȃ�Ƃ��^���B
�@����ɂ��Ă��H��@�B�̈����Ȃ������ƁB���̑傫���ŁA15�N�O�ɍw�������~�j���Ղ������I�i���Â�T�������ǁA���̒l�i�Ȃ�V�i�Łj |
  |
277
|
| 2007.7.8 |
���u�w�� |
�����v�����ł͉䖝�����ꂸ�A���ɐ���J�n�����ӁB
�܂��͍�Ə�Ƃ��ăC�i�o���u���w���E�g���B
�@45mm�Q�[�W�̂悤�ɉƂ̒��ł͐���s�B
�@�]�Α��Ȃ̂Ŗ{�i��Ə�͉��߂čl����Ƃ��A�Ƃ肠�����C�i�o���u������Ə�ɁB�i�苷�����ǁA�܂��͕��i���삩��j
|
|
253
|
| 2007.4.28 |
�������� |
�~���H�@�֎ԌɁ@��������(��2��)
�@�i�d�����Z�łQ�P���قNjx�Ə�ԁj
|
|
209
|
| 2007.1.15 |
�{�C���[�v |
�@�v����8kgf/cm2�ɂ��邽�߁A�{�C���[���ǂɃX�e�����X���̗p�i���ł͋��x�s���̂��߁j�B���̈ȊO�����̃n�C�u���b�h�v�B
|
|
135
|
| 2006.11.22 |
�V�����_�v |
�s�X�g���ق̃^�C�v�ɔY��Łu�Q��|�[�g�E�s�X�g���فv��I��
|
|
85
|
| 2006.9.23 |
�v��(��g) |
���HD50���đ�3���ւ������ւƕʌ`��H |
|
54
|
| 2006.9.1 |
�������� |
�~���H�@�֎ԌɁ@��������(��1��) |
|
34
|
| 2006.8.18 |
�v�J�n |
CAD�w���@�u�}�]Sketch6�v�^�t�H�g����
�@�V���[�Y�Œ�x���i�ň��l�j�������\���Ȑ��\�B�g��������ǍD�B
|
|
17
|
| 2006.7.23 |
���f������ |
|
|
6
|
| 2006.7.2 |
����錾 |
���悢�斲��127mm�Q�[�W�A���C�u�X�`�[���ɒ���I
���Ƃ���45mm�Q�[�W��127mm�Q�[�W�ւ̃X�e�b�v���������̂́A���̗��K���13�N���|�����Ă��܂��A���ւ̒���ɂ��畏��B�{����127mm�Q�[�W����肫�邱�Ƃ��ł��邾�낤���H�i1/24����1/8.4�X�P�[���ցB�����悻�R�{�ƂȂ�傫���́A�������ʐ��E�j
1�N�Ԃ̗�p���Ԃ������Ă悤�₭���S�B�܂��̓g���C�I |
|
0
|



